
 Отличное качество и конкурентоспособная цена
Отличное качество и конкурентоспособная цена
 Техническая поддержка онлайн
Техническая поддержка онлайн
 Выдающийся бренд станков с ЧПУ
Выдающийся бренд станков с ЧПУ




Станки Yangsen созданы по самым высоким стандартам, и у нас работает более 500 сотрудников, которые стремятся обеспечить лучший уровень обслуживания.
Станки с ЧПУ ниже. Просто свяжитесь с нашей командой по электронной почте info@cncyangsen.com или позвоните нам по телефону +86-592-6682467 или свяжитесь с нами в Whatsapp/Wechat. +86 18359729483
Да, вы можете быть нашим дистрибьютором в вашем регионе для бизнеса станков с ЧПУ.
Yangsen — это совершенствующаяся, открытая, справедливая и взаимовыгодная платформа для сотрудничества, предоставляющая сотрудникам, клиентам, деловым партнерам и акционерам возможности и возможности для реализации прекрасной мечты.
Чтобы стать нашими деловыми партнерами, вы можете получить:
1. Эксклюзивный дистрибьютор средств защиты в вашем городе или районе. Ваши усилия и достижения могут быть постоянно защищены и унаследованы. Мы не позволим нашему бренду жестко конкурировать в вашем регионе и не повлияем на вашу конкурентоспособность в плане обслуживания и цены для конечных клиентов.
2. Сильнейшая поддержка со стороны нашей профессиональной и опытной команды из более чем 500+ сотрудников и 50% более 10 лет опыта в станкостроении и мех. (Продажи, исследования и разработки, производство, контроль качества, отгрузка, послепродажное обслуживание). Для получения более подробной информации см. Почему мы.
3. Бесплатное онлайн-обучение. Вы можете изучить наши станки с ЧПУ и обслуживать их на нашем веб-сайте. Пожалуйста, обратитесь к Обучение.
4. Онлайн-клиенты и запросы на вашем местном рынке. Мы обязательно направим вам ваших рыночных клиентов для прямого контакта. Наша команда интернет-маркетинга состоит из 6 профессиональных и творческих молодых людей, которые специализируются в области маркетинга, SEO и SEM более 5 лет.
5. Профессиональная поддержка при экспорте и импорте, опыт в процессах доставки, включая обработку и таможенное оформление, пошлины и налоги.
6. Быстрый ответ в течение 12 часов (обычно быстрее) от нашей трудолюбивой и профессиональной команды обслуживания, говорите и пишите часто на английском, французском, испанском, таиландском, вьетнамском, русском и японском языках.
7. Совместная выставка станков с ЧПУ на вашем местном рынке и работа вместе с вами для изучения рынка, глубокого изучения клиентов и прислушивания к их потребностям.
Итак, все, что хотите, чтобы поступали с вами, так поступайте с ними» (Матфея 7:12).
На самом деле, в настоящее время мы только что открыли наш дистрибьюторский канал, и у нас нет очень строгой дистрибьюторской политики, поэтому сейчас самое подходящее время стать нашим дистрибьютором станков с ЧПУ.
Но мы по-прежнему надеемся, что наши дистрибьюторы смогут хорошо обслуживать конечных клиентов. Поэтому мы желаем, как показано ниже:
1. У вас есть соответствующий опыт в области станкостроения, обслуживания и продаж.
2. У вас есть собственный магазин станков с ЧПУ или компания.
3. У вас есть определенные возможности послепродажного обслуживания. Таким образом, вы можете помочь клиентам своевременно решить их мелкие проблемы.
Если у вас нет вышеуказанных условий, это не имеет значения, если вы любите станкостроение и согласны с нашими ценностями, мы также очень готовы общаться с вами и помочь вам стать квалифицированным дистрибьютором станков с ЧПУ.
Поэтому не стесняйтесь обращаться к нам сегодня и начать свой бизнес.
Как стать дистрибьютором станков с ЧПУ Yangsen?
1. Чтобы подать заявку, чтобы стать дистрибьютором, вы должны иметь юридическую квалификацию и следующие условия:
1. Уставный капитал (оплаченный) должен быть не менее 2 миллионов долларов США;
2. Компания имеет хорошую деловую репутацию и опыт работы и сотрудничества более 3-х лет;
3. Иметь профессиональную команду обслуживания станков с ЧПУ или механических технологий, маркетинга, продаж и послепродажного обслуживания;
4. В предварительно авторизованной зоне распространения есть обильные ресурсы канала;
5. Согласитесь и примите требования станков с ЧПУ Janssen по оплате контракта, квалификации партнеров и т. д.
Прикладной процесс:
Шаг 1: Пожалуйста, загрузите форму заявки дилера и правдиво заполните информацию о своей компании.
![]() Форма заявки дистрибьютора.xlsx
Форма заявки дистрибьютора.xlsx
Шаг 2: Отправьте заполненную форму заявки в виде вложения и отправьте ее нам.
Шаг 3: Квалификационная проверка, сотрудники своевременно свяжутся с вами после прохождения проверки, сообщат о присоединении и подпишут договор о сотрудничестве.
Шаг 4: Подпишите соглашение о распространении.
Шаг 5: Разместите заказ на покупку.
Yangsen предоставляет партнерам широкую сцену для демонстрации своих талантов и возможностей реализовать свои мечты, разделить обязанности, создать ценность, разделить выгоды, достичь целей и осуществить развитие.
Yangsen также придает большое значение внутреннему обучению талантов и самообучению партнеров, обеспечивая регулярное обучение новейшей международной информации, маркетингу и навыкам продаж, чтобы партнеры могли непрерывно учиться, самосовершенствоваться и идти в ногу со временем.
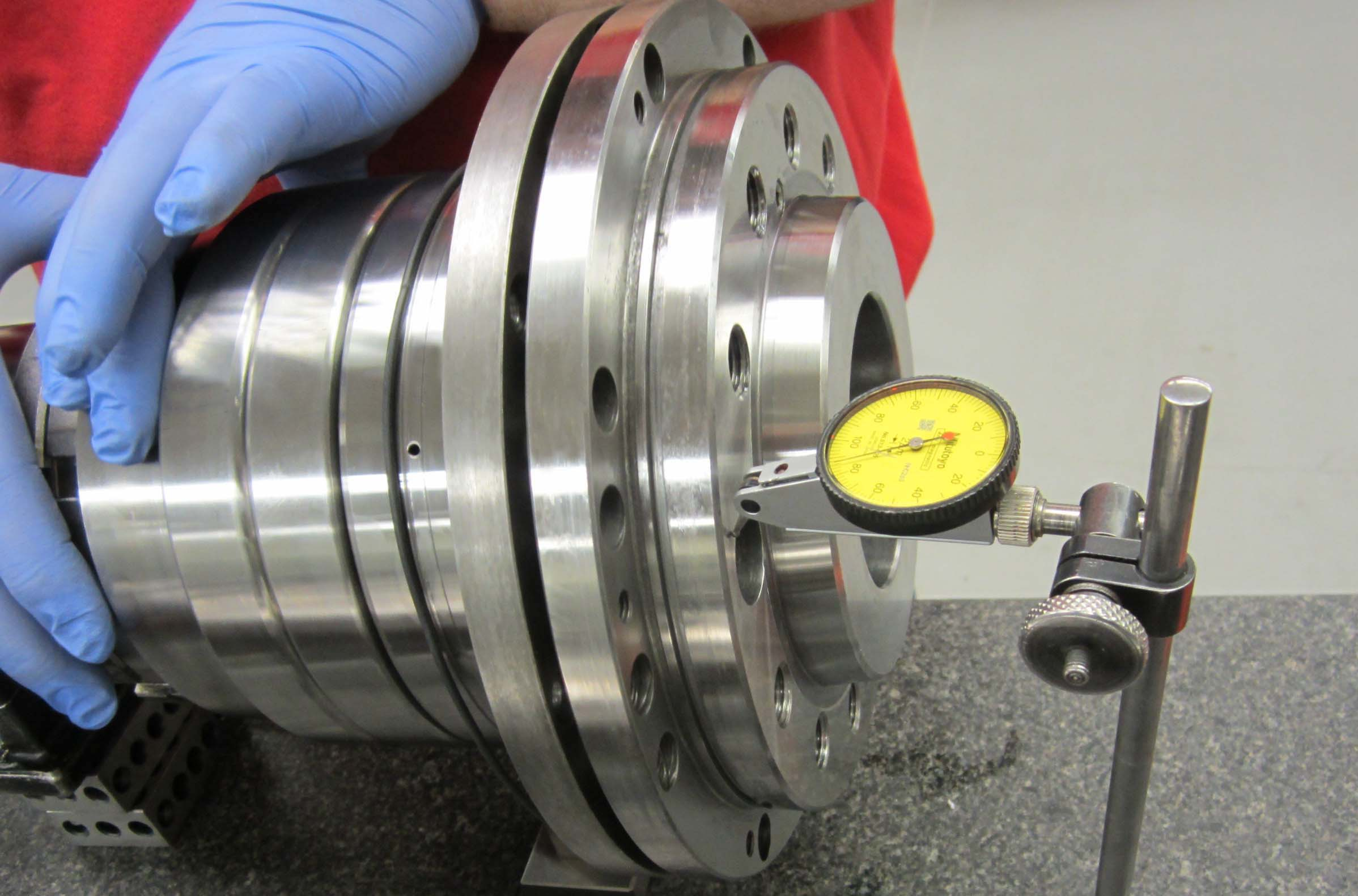
Это правда, что станки с ЧПУ являются относительно дорогими продуктами, и мы очень хорошо понимаем ваши опасения по поводу послепродажного обслуживания. Поэтому перед отправкой каждого нашего станка с ЧПУ мы проводим очень тщательную полную проверку. См. ljf751.first-page.cn/reference для конкретного процесса тестирования.
В то же время у нас есть Дистрибьюторы в 5 странах мира (скоро будет больше и больше):
1. Малайзия
2. Южная Корея
3. Бразилия
4. Дубай
5. Италия
Как только вы станете нашим клиентом, наши дистрибьюторы возьмут на себя соответствующую гарантию послепродажного обслуживания.
Если в вашем регионе нет нашего дистрибьютора, мы предоставляем следующие условия сервисного обслуживания:
Следующие условия исключены и не покрываются гарантией:
1. Использование неподходящего источника питания
2. Неисправность машины, вызванная неправильной эксплуатацией
3. Повреждение электрических компонентов, вызванное разборкой и сборкой оборудования под напряжением
4. Ущерб, причиненный другими стихийными бедствиями, такими как удары молнии, землетрясения, наводнения и другие стихийные бедствия
2. В течение гарантийного срока, плата за услугу «от двери до двери» и другие расходы, связанные с услугой «от двери до двери», не включены, и пользователь должен платить отдельно, как указано ниже:
1 Стоимость рабочей силы рассчитывается по дням 100 долларов США/день
2 транспортные расходы авиа или ж/д билеты туда и обратно
3. Плата за проживание. Плата за местный трехзвездочный или более стандартный номер.
Пожалуйста, перечислите соответствующие расходы на счет нашей компании заранее, и наша компания выставит счет на соответствующие расходы. За исключением вышеуказанных расходов, другие расходы несет производитель.
Основное: Мы рассчитаем количество дней обслуживания и дней проживания по соответствующим пунктам и договоримся с пользователем. Расходы, понесенные сверх указанного времени, несет наша компания, включая плату за проживание и другие расходы.
3. Метод обслуживания в течение гарантийного срока:
Клиент подробно описывает неисправность и отправляет ее в отдел послепродажного обслуживания нашей компании по электронной почте или связывается по телефону, а инженер послепродажного обслуживания оценивает причину неисправности и помогает покупателю обнаружить и оценить ее. телефон и помогает клиенту удалить неисправные детали. Экспресс-доставка в отдел послепродажного обслуживания нашей компании. После получения деталей от заказчика отдел послепродажного обслуживания компании проведет дополнительные испытания. Если будет подтверждено наличие неисправности, он предоставит пользователю новые детали в течение 1 рабочего дня и проведет пользователя по установке и отладке. Наша компания берет на себя стоимость запасных частей.
Все расходы на экспресс-доставку, понесенные в ходе вышеуказанного процесса, несет ваша компания. Если клиент не может выполнить вышеуказанную работу, производитель должен предоставить услугу «от двери до двери». Метод зарядки соответствует статье 2.
4. Методы обслуживания вне гарантийного срока:
Тот же метод, что и 3
Расходы: Пользователь должен нести запасные части. Чтобы узнать конкретную цену, позвоните в приемный отдел обслуживания. За плату за экспресс-доставку, чтобы убедиться, что куплены правильные запасные части, рекомендуется отправить запасные части обратно для тестирования. Гарантийный срок для новых запасных частей составляет один год, а плата за обслуживание (бесплатно), если пользователю необходимо обеспечить обслуживание от двери до двери, см. Статью 2 для стандарта зарядки.
5. Об установке:
Цена всех проданных машин не включает установку и обучение. Поскольку машины отлаживаются перед отправкой с завода, всем пользователям отладка не требуется.
Плата за установку на месте: см. Статью 2 стандарта взимания платы.
6. Что касается обучения:
Обучение: Наша компания предоставляет бесплатные обучающие онлайн-курсы, чтобы помочь клиентам быстро ознакомиться с нашими станками и повысить эффективность производства.
Если вам необходимо обучение на месте, пожалуйста, запишитесь на прием заранее. Плата за обучение на месте указана в статье 2 «Стандарты оплаты».
Технология обслуживания ЧПУ (числовое управление) является не только предпосылкой для обеспечения нормальной работы, но также играет огромную роль в содействии развитию и совершенствованию технологии ЧПУ, поэтому в настоящее время она стала специализированным предметом.
Любые станки с ЧПУ являются оборудованием управления технологическим процессом, которое требует от него точной работы в каждый момент контроля в режиме реального времени. Выход из строя любой детали приведет к остановке машины, что приведет к остановке производства и поломке машины.
Следовательно, очень важно проводить профилактическое обслуживание устройств со сложными принципами и точными структурами, такими как система числового программного управления. Особенно для импортных станков с ЧПУ, стоимость большинства из которых составляет от сотен тысяч до десятков миллионов долларов. Во многих отраслях это оборудование находится на ключевых рабочих местах.

Следующие задачи должны выполняться каждый день, при условии регулярного использования:
1. Проверьте давление и уровень смазки. Долейте, если требуется. Гарантированная смазка машины.
2. Проверить уровень охлаждающей жидкости; Если этого недостаточно, пожалуйста, добавьте охлаждающую жидкость вовремя. Используйте рефрактометр охлаждающей жидкости, чтобы убедиться, что соотношение охлаждающей жидкости и масла сохраняется.
3. Очистите поддон для отходов охлаждающей жидкости. Проверьте уровень масла в пневматической тройке, которая составляет примерно 2/3 высоты всей маслопровода. Водяной пар из резервуара пневматического тройного масляного фильтра ежедневно сбрасывается через сливной переключатель.
4. Проверьте наличие влаги в пневматическом воздухе. Слейте влагу, если она обнаружена.
5. Проверьте давление пневматического воздуха с помощью пневматического манометра. Проверьте давление воздуха, ослабьте регулировочную ручку и отрегулируйте давление в соответствии с принципом увеличения давления для правой руки и декомпрессии для левой руки, обычно устанавливается на 5 ~ 7 кг / см2. Реле давления обычно устанавливается на 5 кг/см2. Когда давление ниже 5 кг/см2, появится сигнал тревоги, и система отобразит «НИЗКОЕ ДАВЛЕНИЕ ВОЗДУХА' тревога. После повышения давления аварийное сообщение исчезнет.
6. Протрите всю машину чистой тряпкой. Удалите пятна от резки и масла на рабочем столе, внутри станка и на трехосном телескопическом щите.
7. Проверить выход стабилизатора напряжения. Убедитесь, что он соответствует требуемым спецификациям.
8. Проверьте температуру охладителя панели.
9. Обратите внимание на шумы, удары и любые другие аномалии в работе машины.
10. Следите за любыми признаками перегрева во время работы машины.
11. Проверьте, нормально ли поступает воздух во внутреннее коническое отверстие шпинделя, протрите внутреннее коническое отверстие шпинделя чистой хлопчатобумажной тканью и распылите легкое масло.
12. Очистите инструментальные ручки и инструменты магазина инструментов, особенно захваты инструментов.
13. Очистите выступающие концевые выключатели и блокираторы.
14. Проверьте, все ли сигнальные лампочки и аварийные сигнальные лампочки в норме.
15. Проверьте, нет ли утечек в трубке блока давления масла.
16. Станок следует очищать после завершения ежедневной работы.
17. Поддерживайте чистоту и порядок вокруг машины.
Еженедельно необходимо выполнять следующие работы по техническому обслуживанию:
1. Очистите весь механический цех, особенно зону вокруг станка.
2. Проверьте наличие признаков утечки смазки, масла или охлаждающей жидкости.
3. Проверьте и убедитесь, что все охлаждающие вентиляторы работают правильно. К ним относятся вентиляторы двигателя шпинделя, вентиляторы системы охлаждения, вентиляторы гидравлического двигателя и гидравлическое давление. Очистите сетку воздушного фильтра теплообменника, сетку фильтра охлаждающего устройства и насос смазочного масла.
4. Выполните визуальный осмотр компонентов машины. Нанесите смазку или подходящую смазку на детали, которые кажутся сухими.
5. Проверьте, надежно ли закреплены головки инструментов в устройстве смены инструмента, чистые или нет.
6. Смажьте V-образную канавку, плунжеры, крышку ползунка, вилки экстрактора, шпонки и пружины устройства смены инструмента.
7. Проверьте, правильно ли работают все электрические компоненты, такие как выключатели и лампы.
8. Проверьте, не смещено ли механическое начало координат по трем осям.
9. Проверьте, плавно ли вращается рычаг смены инструмента магазина инструментов или магазина инструментов.
10. Если есть масляный радиатор, проверьте масло в масляном радиаторе. Если оно ниже линии шкалы, своевременно добавляйте масло в маслоохладитель.
11. Проверьте установленную температуру масляного радиатора, рекомендуется установить ее в пределах 26-28 градусов.

Проверки технического обслуживания, которые следует проводить каждый месяц, включают следующее:
1. Очистите сборник стружки рядом с баком охлаждающей жидкости.
2. Осмотрите, снимите и отрегулируйте кулачки, патроны и приспособления.
3. При необходимости очистите или замените воздушные фильтры.
4. Проверьте состояние головок инструментов и при необходимости замените их.
5. Осмотрите, смажьте, затяните и отрегулируйте цепи и конвейеры машины.
6. Очистите различныевентиляторы машины для предотвращения накопления пыли.
7. Проверьте журналы учета масла, смазки и охлаждающей жидкости. Проверьте наличие аномального потребления.
8. Очистите решетки радиатора от пыли и мусора.
9. Проверьте смазку трехосевой направляющей X, Y и Z. Поверхность направляющей должна быть хорошо смазана.
10. Проверьте и очистите концевые выключатели и упоры.
11. Проверьте, достаточно ли масла в масляном стакане ножевого цилиндра. Если этого недостаточно, пожалуйста, добавьте его вовремя.
12. Убедитесь, что знаки и предупредительные таблички на машине разборчивы.

Проверки технического обслуживания станков с ЧПУ, которые необходимо проводить раз в полгода:
1. Разберите трехосный защитный кожух, очистите трехосное соединение маслопровода, шариковый ходовой винт и трехосный концевой выключатель и проверьте, все ли в порядке. Проверьте, хорошо ли работают щетки стеклоочистителя на каждой оси.
2. Проверьте, нормально ли работают серводвигатель и головка каждой оси и нет ли какого-либо ненормального звука.
3. Замените масло гидробака и масло механизма замедления инструментального магазина.
4. Проверьте зазор каждой оси и при необходимости отрегулируйте величину компенсации.
5. Очистите от пыли электрическую коробку (убедитесь, что станок выключен).
6. Всесторонне проверить, все ли контакты, разъемы, розетки и выключатели в норме.
7. Проверьте и отрегулируйте механический уровень.
Проверки технического обслуживания станков с ЧПУ, которые необходимо проводить ежегодно:
1. Проверьте, все ли клавиши чувствительны и в норме.
2. Очистите резервуар для охлаждающей жидкости и замените охлаждающую жидкость.
3. Проверьте вертикальную точность каждой оси и решите, нужно ли ее регулировать.
4. Снимите бак цилиндра охлаждающей жидкости для осмотра.
5. Очистите цилиндр с охлаждающей жидкостью от мусора, осмотрите на наличие бактерий или грибков и очистите бак.
6. Слейте использованную смазку, очистите смазочный корпус и снова заполните его.
7. Проверить наличие загрязнений в пневматическом масле. Измените его, если требуется.
8. Замените все масляные фильтры.
9. Запустите программную симуляцию, чтобы проверить выравнивание и отступы инструментов.
10. Используйте программное обеспечение, чтобы быстро изменить ось головки инструмента, чтобы проверить наличие люфта. Если головка инструмента испытывает эффект люфта, требуется дальнейшее техническое обслуживание.

1. После запуска машины ее необходимо предварительно прогреть в течение примерно 10 минут перед обработкой. Машины, которые не будут использоваться в течение длительного времени, должны увеличить время прогрева.
2. Проверьте плавность масляного контура.
3. Поместите стол и седло в центр станка перед выключением станка (переместите ход по трем осям на середину хода каждой оси).
4. Держите станок сухим и чистым.
Примечание: техническое обслуживание и ремонт оборудования должны выполняться профессиональными инженерами.
1. Система защиты заземления должна иметь надежную непрерывность для обеспечения личной безопасности.
2. Регулярно проверяйте основные компоненты, такие как автоматические выключатели, контакторы и однофазные или трехфазные дугогасители. Если проводка ослабла или шум слишком громкий, выясните причины и устраните скрытые опасности.
3. Убедитесь, что охлаждающий вентилятор в электрическом шкафу работает нормально, в противном случае это может привести к повреждению жизненно важных компонентов.
4. Перегорел предохранитель и часто срабатывает воздушный выключатель. Следует вовремя найти и устранить причину.
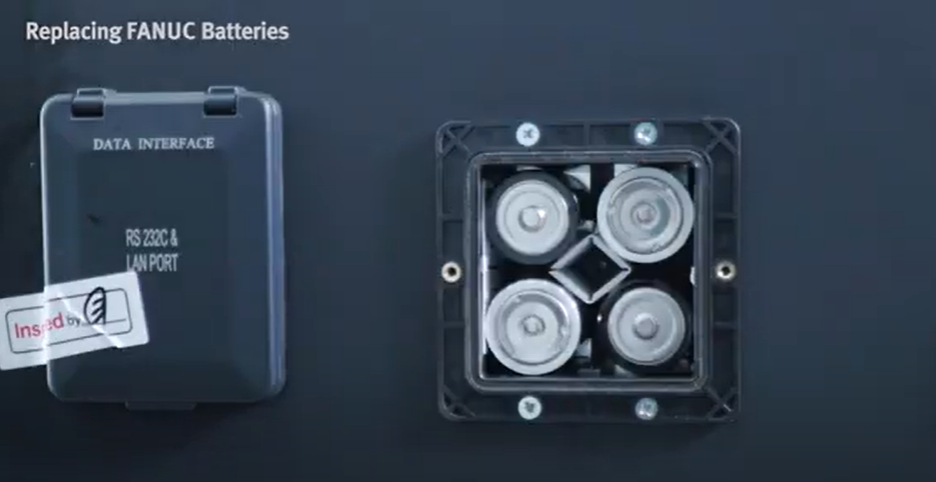
5. Замена батареи сервопривода
Абсолютные данные системы управления поддерживаются аккумулятором сервопривода. Если напряжение батареи слишком низкое (предупреждение 9F), необходимо заменить приводную батарею. Пожалуйста, закажите аккумулятор того же типа как можно скорее и держите привод включенным. Включите питание привода за 30 минут до замены батареи и завершите замену батареи в течение 1 часа.
1. Убедитесь, что входное питание отключено и что питание замененного приводного устройства отключено.
2. Вытащите вилку аккумуляторной батареи из гнезда аккумуляторной батареи привода.
3. Нажмите на край аккумулятора кончиками пальцев, нажмите на аккумулятор горизонтально и извлеките его.
4. Вставьте вилку новой батареи в гнездо для батареи приводного устройства.
5. Установите аккумулятор на привод.
Техническое обслуживание на месте заключается в диагностике отказа станка с ЧПУ (в основном части ЧПУ), поиске места неисправности и замене его соответствующими нормальными запасными частями, чтобы станок мог возобновить нормальную работу.
Ключом к этому процессу является диагностика, то есть обнаружение системы или периферийных цепей, определение наличия неисправности и указание точного места неисправности для неисправности.расположение. От позиционирования всей машины до патч-панели, в некоторых случаях даже до компонентов. Это основная часть всех ремонтных работ.
Обычно, когда данные относительно полны, неисправность можно определить с помощью анализа данных или можно использовать метод интерфейсного сигнала для оценки частей, которые могут выйти из строя в соответствии с явлением неисправности, а затем проверить части одну за другой в соответствии с конкретные характеристики неисправности и этой части, и сделать предварительное заключение.
В практических приложениях можно использовать один метод для поиска и устранения неисправностей, а иногда требуется несколько методов. Степень овладения различными способами определения места неисправности в основном зависит от глубины овладения принципами и структурами неисправной техники.
Когда система числового управления выходит из строя, сигнал неисправности и соответствующая информация обычно выводятся на экран дисплея или панель управления. Обычно руководство по эксплуатации или настройке системы содержит подробный номер аварийного сигнала, содержание аварийного сигнала и метод обработки.
Поскольку настройки аварийных сигналов системы являются едиными, полными, строгими и четкими, обслуживающий персонал может обрабатывать их самостоятельно в соответствии с информацией и методами обработки, предоставляемыми после каждого аварийного сигнала.
В соответствии с электрическими характеристиками станка производитель станка применяет программы ПЛК для отображения некоторых неисправностей или информации о работе, которые могут отражать электрическое управление интерфейсом станка с определенными знаками и отображать их через дисплей, и могут видеть больше подробные описания аварийных сигналов с помощью специальных клавиш. Этот тип аварийного сигнала можно обработать в соответствии с руководством по устранению неисправностей, предоставленным заводом по производству станков, или можно использовать панель управления или программатор для определения соответствующего состояния сигнала в соответствии с принципиальной схемой и программой ПЛК, а также найти точку отказа для обработка в соответствии с логическими отношениями.
Устранение неполадок при отсутствии аварийного сигнала или при отсутствии аварийного сигнала Если ПЛК системы не может работать, система остановлена или система не подает аварийный сигнал, но работает ненормально, необходимо проанализировать и принять решение на основе информации о состоянии системы до и после неудачи и с использованием освоенной теоретической базы. правильное суждение. Этот метод диагностики и устранения неисправностей описан ниже.
1. Визуальный осмотр
Визуально осмотрите неисправную плату, внимательно проверьте, нет ли перегоревшего предохранителя, обгоревших компонентов, дымления или трещин, а также обрыва цепи постороннего тела. Таким образом, можно судить о наличии перегрузки по току, перенапряжения, короткого замыкания и других проблем на плате.

2. Нажмите
Коснитесь и встряхните компоненты руками, особенно сопротивление и емкость, если полупроводниковое устройство не имеет ощущения ослабления, чтобы обнаружить некоторые проблемы пайки.
3. Бонусы
Во-первых, используйте мультиметр, чтобы проверить, нет ли обрыва цепи между различными блоками питания.
Если нет, можно подключиться к соответствующему блоку питания. Визуально проверьте, нет ли дыма, воспламенения и т. д., и прикоснитесь к компонентам на наличие аномального нагрева.
Отказ и сузить объем обслуживания.
Например: при устранении неполадок на заводе в Харбине система ЧПУ и ПЛК станка работают нормально, но не удается запустить гидравлическую систему станка. Используйте программатор для проверки нормального выполнения программы ПЛК и соответствия требуемых состояний сигналов условиям запуска.
В ходе дальнейшей проверки было обнаружено, что состояние сигнала ПЛК не соответствует маркировке на чертежах и оборудовании. Машина остановилась и вытащила печатную плату для проверки. Было обнаружено, что адрес двух выходных плат ПЛК был неправильным, а положение двух других было неправильным. После замены станок заработал нормально.
Для программируемого контроллера SIMATIC S5, используемого станком с этой ошибкой, до тех пор, пока адрес правильный, независимо от того, как устроена печатная плата, система может работать нормально. Тем не менее, соответствующие исполнительные компоненты и источники сигнала должны быть правильно согласованы.
Соответствующие ошибки приведут к сбоям в работе и даже к выходу из строя станка. Кроме того, в соответствии с явлением отказа, предоставленным пользователем, в сочетании с их собственными наблюдениями на месте и с использованием принципа работы системы можно быстро сделать правильное суждение.
4. Метод проверки системных параметров
В настоящее время функция самодиагностики операционной системы станков с ЧПУ становится все сильнее и сильнее, и большинство неисправностей станков с ЧПУ можно диагностировать. Когда станок с ЧПУ выходит из строя, иногда отображается информация о тревоге.на дисплее, а иногда на устройстве ЧПУ, устройстве ПЛК и приводном устройстве есть сигнальные устройства, такие как мигание сигнальной лампы, зуммер и т. д.
В это время сначала проверьте руководство по техническому обслуживанию и соответствующие настройки параметров. Потеря и неправильная настройка системных параметров приведет к изменению или сбою в работе станка.
Например, при автоматической обработке системы FANUC станок останавливается, и на экране отображаются аварийные сигналы 500 и 501. Проверьте параметр вручную, чтобы убедиться, что для соответствующих параметров сохранены положительные и отрицательные пределы ограничения хода. В это время станок можно изменить на ручное встряхивание. Когда держатель инструмента достигает правильного диапазона хода и корректирует параметры, сигнал тревоги может быть удален.
5. Метод сброса машины
В процессе обработки из-за системной тревоги, вызванной мгновенной ошибкой, неисправность может быть устранена аппаратным сбросом или включением и выключением питания системы по очереди. Система должна быть инициализирована и очищена. Перед очисткой следует обратить внимание на копирование и запись важных данных. Если неисправность не может быть устранена после инициализации, выполните аппаратную диагностику.
6. Метод диагностики измерения
Измерение является основным методом диагностики отказов оборудования. Мы можем использовать такие инструменты, как мультиметры, осциллографы и логические тестеры, для измерения электронных цепей.
Например, при определении чередования фаз трехфазного источника питания системы ЧПУ для измерения может использоваться таблица чередования фаз, то есть трехфазная линия электропередачи подключается к таблице чередования фаз. Если последовательность фаз правильная, таблица последовательности фаз вращается по часовой стрелке и наоборот. Его также можно измерить двухканальным осциллографом. Если последовательность фаз правильная, формы сигналов каждой из двух фаз сдвинуты по фазе на 120°.
В соответствии с электрической схемой системы и электрической схемой станка измеряются напряжение, источник питания, импульсный сигнал и т. д. неисправной детали для определения неисправности. Например, входное напряжение источника питания превышает предел, в результате чего при мониторинге источника питания используется вольтметр для измерения сетевого напряжения или используется тестер напряжения для контроля в режиме реального времени, чтобы исключить другие причины.
Если контур управления положением выходит из строя, осциллограф можно использовать для проверки состояния сигнала измерительного контура, или же осциллограф можно использовать для наблюдения за отсутствием фазы выходного сигнала и наличием помех.
Например, когда завод в Шанхае занимается поиском и устранением неисправностей, система подает сигнал тревоги, а оборудование контура позиционирования неисправно.
Осциллограф используется для проверки и обнаружения помех. Мы используем метод подключения конденсаторов в цепи, чтобы отфильтровать их, чтобы система работала нормально.
Когда дело доходит до выбора станка с ЧПУ (числового программного управления), вам необходимо принять во внимание несколько вещей, чтобы убедиться, что вы получаете наилучший вариант для ваших нужд. В этом сообщении блога мы рассмотрим некоторые ключевые соображения, которые следует учитывать при принятии решения. К концу вы должны лучше понять, какие факторы будут влиять на ваш выбор станка с ЧПУ.
Как купить нужный станок по максимально разумной цене, чтобы учесть самые важные факторы? Вот очень полезный контрольный список. Давайте начнем!
Ключевую роль будут играть опыт и квалификация операторов станков. Вам необходимо учитывать, как выглядит текущая установка станка с ЧПУ на вашем заводе и какой опыт у ваших инженеров и операторов со станками с ЧПУ.
Если у вас уже есть существующие машины, вам следует оценить, подходят ли они по-прежнему для той цели, для которой они были созданы, увидеть, в чем заключаются ваши текущие пробелы, оценить срок службы ваших машин и оценить экономическую эффективность замены ваших существующих машин на новые. новые, более производительные машины.
В целом более автоматизированные интеллектуальные машины требуют меньшего вмешательства человека, чем простые станки с ограниченной функциональностью.
Одной из самых больших проблем обработки с ЧПУ является сложность и точность изготавливаемых деталей.
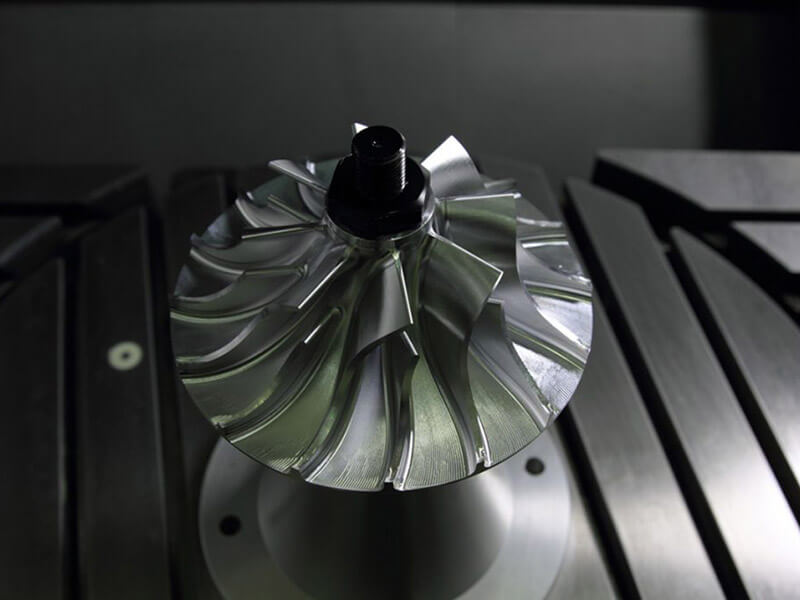
Уровень точности станков с ЧПУ определяет точность производимых деталей. Станки с ЧПУ можно разделить на простые, полнофункциональные и прецизионные в зависимости от их точности обработки. Три индикатора для подтверждения точности. Разрешение движения простых станков с ЧПУ составляет 0,01 мм, а точность прецизионных станков с ЧПУ ниже 0,001 мм.
Детали в автомобильной, оборонной, аэрокосмической или медицинской промышленности могут потребовать передовых станков с ЧПУ с широким выбором шпинделей, способных манипулировать, резать, сверлить и формовать детали с многоосевым управлением. Примеры таких станков включают обрабатывающие центры с числом осей от 3 до 5 и токарные центры с числом осей от 2 до 8. Они допускают одно-, двух- и даже многошпиндельные конструкции (серийное производство).
От стандартных работ до очень сложных работ или массового производства сложных деталей, вы можете рассмотреть горизонтальный или вертикальный токарный станок с ЧПУ с 2-5 осями или фрезерный станок с ЧПУ с 3-5 осями.
Компания Yangsen предлагает широкий выбор горизонтальных обрабатывающих центров:
Серия YSH с системой линейных направляющих подходит для различных применений и производственных нужд. Доступны от 2 до 5 осей.
Если деталь сложная и ее необходимо изготовить за один установ, правильным выбором будет многоосевой токарный станок.
Вертикальные токарные станки, такие как серия YSL от Yangsen, наиболее эффективны для обработки деталей, диаметр которых намного превышает длину детали. Например, шестерни, барабаны, диски, кожухи насосов, кожухи двигателей, кольца и т. д.
Новый 5-осевой обрабатывающий центр YS650-5AX компании Yangsen с 2-осевым столом ø650 мм, 4+1, предлагает невероятное решение для быстрого изготовления различных деталей и требуемых настроек станка в режиме «Многосерийное производство». до полных 5 осей и 4 дополнительных шпинделя (опция).
Для самых прочных материалов, таких как титан, инконель или жаропрочная нержавеющая сталь, YS650-5AX обеспечивает максимальную стабильность и эффективность при одновременной резке по 5 осям.
1. Высокоскоростная режущая машина используется для выполнения среднего объема фрезерования, а затем уменьшает количество измельчения после фрезерования до минимума.
2. Фрезерно-обрабатывающий центр с ЧПУ представляет собой технологическое оборудование, используемое для комплектации заготовок с большим объемом фрезерования.
3. Гравировально-фрезерный станок с ЧПУ представляет собой технологическое оборудование, используемое для выполнения небольшого количества фрезерных работ или обработки мягкого металла.
Станки с ЧПУ способны обрабатывать практически большинство материалов, включая алюминий, медь, штампованную или закаленную сталь, титан и инконель.
При выборе надежного станка с ЧПУ вы должны сначала уточнить свои собственные требования к обработке. Спецификации и формы различных частей сильно различаются. Как правило, форму деталей можно разделить на пластинчатые, ромбовидные коробчатые, с фланцевым валом и со специальной формой. и т. д. В целом основные объекты обработки следует выбирать в соответствии с требованиями производства.
Станки с ЧПУ делятся на черновые и чистовые. После определения деталей, подлежащих обработке, следует спланировать процесс обработки деталей. При выборе станков с ЧПУ следует учитывать их технологическую адаптируемость, а также максимальную комплексную способность обработки станков с ЧПУ, чтобы обеспечить завершение всего производственного процесса. В процессе используется наименьшее количество станков с ЧПУ и обрабатывающих деталей, чтобы максимизировать разнообразиепроизводственные детали.
Тип обрабатываемого материала будет влиять на конструкцию станка и выбор шпинделя, а также на уровень производительности, долговечности, несущей способности и точности, которых можно достичь. Физические свойства материала и оптимальные условия резания также влияют на параметры станка, такие как требуемая максимальная скорость шпинделя, пиковая мощность двигателя шпинделя и максимальный крутящий момент двигателя шпинделя.
Затем вам нужно решить, следует ли вам выбрать станок с ЧПУ, в котором используется система линейных направляющих (LM), или более прочную и жесткую коробчатую конструкцию.
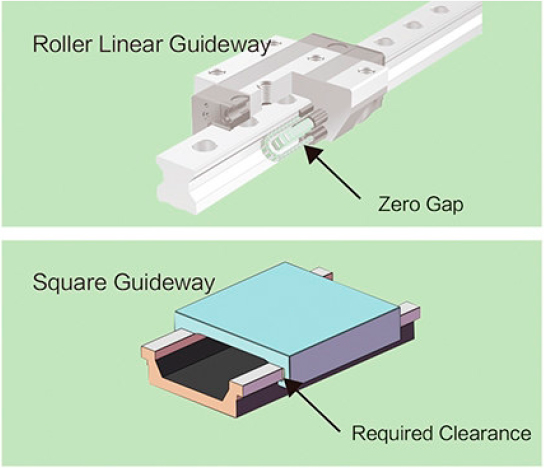
Здесь необходимо учитывать четыре основных фактора: скорость, жесткость, грузоподъемность и срок службы инструмента.
Станки с ЧПУ, оснащенные направляющими LM, работают быстрее, но лучше подходят для легких операций. С другой стороны, станки с коробчатыми направляющими прочнее, имеют меньшую вибрацию и способны выполнять более тяжелые пропилы на больших деталях. Однако они, как правило, медленнее, чем рельсы LM.
Выбирая между ними, полезно задать себе следующие вопросы:
Какой материал нужно резать?
Насколько необходимо гашение вибрации?
Какова необходимая скорость подачи при резке?
Каков ожидаемый и требуемый срок службы инструмента?
При выборе правильного станка вам также необходимо сопоставить свой выбор с выбором наиболее практичного контроллера ЧПУ. Это зависит не только от уровня автоматизации, но и от количества управляемых осей и ручного вмешательства, необходимого в производственном процессе. Полузамкнутая система числового управления может автоматически определять положение и компенсировать ошибку. Полностью замкнутая система ЧПУ — это система ЧПУ с высочайшей точностью, но она сложна в обслуживании и дорога.
Система ЧПУ может управлять обработкой и работой станков с ЧПУ и может быть названа основным «мозгом» станков с ЧПУ.
Система ЧПУ с открытым контуром часто используется для инструментов с ЧПУ для резки проволоки с низкими требованиями к точности. Он не имеет устройства определения положения и позиционируется приводным устройством. Он имеет характеристики низкой стоимости, простой конструкции и низких эксплуатационных расходов и технического обслуживания.
В дополнение к выбору лучшего и самого большого экрана для вашего ЧПУ, вы также должны учитывать следующие важные факторы:
Надежность системы управления ЧПУ
Эффективность контроля
Стабильность программного обеспечения
Удобство для пользователя - можете ли вы найти операторы для этих элементов управления?
Все системы ЧПУ наших станков с ЧПУ являются двумя ведущими мировыми брендами. Фанук и Сименс.


Чтобы определить это, необходимо учитывать как постоянные, так и переменные затраты:
Постоянные затраты: первоначальные капитальные вложения, амортизация машины, проценты по кредиту (если есть)
Переменные затраты: материальные затраты, затраты на оплату труда, затраты на инструмент, смену инструмента, затраты на техническое обслуживание и ремонт, затраты на запасные части.
Обратите внимание, что выбор более дешевой машины не обязательно гарантирует вам более высокую производительность или рентабельность предприятия в долгосрочной перспективе.
Вес является важным фактором, который следует учитывать при выборе станка с ЧПУ, поскольку он влияет на общую устойчивость станка и его способность выдерживать более тяжелые нагрузки.
Более легкая машина будет более восприимчива к вибрации, что может привести к неточным резкам и плохим результатам. Кроме того, для более тяжелой машины могут потребоваться более мощные двигатели или другие компоненты для работы с более крупными заготовками или для более точной и точной резки. В конечном счете, выбор станка с ЧПУ, который имеет правильный вес, важен для обеспечения оптимальной производительности и качественных результатов ваших операций обработки.
Мы выбираем лучшее чугунное литье из корпуса машины, чтобы гарантировать достаточную стабильность и жесткость.
И последнее, но не менее важное: вам нужно учитывать, сколько места у вас есть в вашем магазине для новой машины.
Конечно, это зависит от отрасли и может включать такие факторы, как:
Максимально используйте доступную площадь пола
Свести к минимуму перемещение рабочих между машинами
Материальный поток и пространство от точки к точке
Повышение производительности
Обработка чипов
Условия безопасности для работников
Место для будущего расширения
Доступные точки питания и требования к питанию.
Yangsen имеет более чем 20-летний опыт производства станков и входит в число 20 ведущих производителей станков с ЧПУ в Китае. Наши станки с ЧПУ широко используются и обеспечивают простой способ уменьшить нехватку рабочей силы. Отправьте файл САПР на машину, нажмите четыре кнопки, и машина сделает все остальное.
Станки с ЧПУ — это большие инвестиции. Надеемся, что приведенные выше рекомендации помогут вам выбрать правильный станок с ЧПУ. Свяжитесь с Yangsen для получения дополнительной информации.
Нужна ли мне лицензия на импорт станков с ЧПУ из Китая?
О: Да, вам нужна лицензия на импорт станков с ЧПУ из Китая. Если у вас нет лицензии, вы можете найти агента или брокера, который поможет вам пройти таможенную очистку и импорт.
Как вы упаковываете станок с ЧПУ?
A: Мы упаковываем станок с ЧПУ прочным металлическим поддоном или прочным деревянным контейнером с фумигационным штампом и накрываем брезентом снаружи.
Как мы упаковываем станок с ЧПУ.
Как это выглядит в контейнерах.
Как транспортировать станок с ЧПУ?
A: Для станков с ЧПУ, как правило, крупногабаритных станков, мы все предлагаем вам выбрать морские перевозки для транспортировки, так как это самый дешевый способ для товаров большого формата.
Обычно доставка в Юго-Восточную Азию занимает 10 дней, в страны Северной Америки и Европы — 30–42 дня, а в страны Южной Америки — около 48–55 дней.
Если мы организуем доставку «от двери до двери», мы также предоставляем услуги DDP или DDU.
Должен ли я платить налог на импорт станков с ЧПУ из Китая к нам?
A: Да, вам нужно платить налоги и пошлины. Мы можем поставить CO для вас, это может облегчить некоторые расходы на импорт станков с ЧПУ.
Таможенный процесс, стоимость и требования варьируются в зависимости от стоимости вашего груза, как показано ниже.

Сколько стоит тариф (импортная пошлина) для станка с ЧПУ?
A: код HS для станков с ЧПУ: 8456301090. Пожалуйста, смотрите Договорная ставка и список ставок RCEP, как показано ниже:
Договорная ставка |
| RCEP курс |
|
АСЕАН | 0% | Австралия | 5% |
Чили | 0% | Бруней | 5% |
Пакистан | 4% | Камбоджа | 5% |
Новая Зеландия | 0% | Лаос | 5% |
Перу | 0% | Малайзия | 5% |
Коста-Рика | 0% | Новая Зеландия | 5% |
Исландия | 0% | Сингапур | 5% |
Австралия | 0% | Таиланд | 5% |
Маврикий | 0% | Вьетнам | 5% |
О: После того, как ваши машины были фактически избавлены от таможни и все стороны получили оплату, груз необходимо либо получить, либо перевезти в его последнее место.
Ваша машина наверняка прибудет в контейнере с рядом других доставок, если вы отправите LCL (меньше, чем загрузка контейнера). Как правило, после таможенного оформления этот контейнер переносится в другое место для растаривания. В этих случаях вам (или вашему экспедитору) будет предоставлена дополнительная зона рядом с первоначальным портом.
Если вы отправили FCL (полная загрузка контейнера), порт въезда будет местом для использования.
Вам также будет предложен контрольный номер груза, который служит единственным в своем роде идентификатором вашего груза. Затем эти данные можно использовать для получения или отправки импортируемых товаров.
Наем экспедитора — наиболее распространенный способ позаботиться о транспортировке до вашего конечного склада, рабочего места или торгового зала. Вы можете использовать брокера для организации внутренних перевозок.

Вы можете доставить свой автомобиль в порт или на склад, если вы предпочитаете получать свои товары лично, а не заказывать их с доставкой. Не забудьте взять с собой процент наличными для оплаты возможных расходов на парковку, погрузку и/или стыковку.
Обратите внимание, что для некоторых машин может потребоваться соответствующий документ. Как и для импорта лазерного оборудования, требуется сертификат FDA.
Не забудьте получить сертификат FDA от поставщика перед размещением заказа.
Импорт товаров из Китая — это ВЕЛИКОЛЕПНЫЙ метод увеличения доходов при использовании разнообразного и большого ассортимента товаров. Несмотря на стоимость тарифов, транспортировки, а также таможни, низкие цены на китайский импорт делают процесс покупки более чем выгодным.
Счет-фактура
Товарная накладная
Происхождение сертификата (если требуется)
Контракт на продажу
Коносамент
Операция Мануэль
Сертификат продукта
Механическое руководство
Руководство по электротехнике
Токарный станок с ЧПУ является одним из наиболее широко используемых станков с ЧПУ. Он в основном используется для нарезания внутренних и внешних цилиндрических поверхностей деталей вала или дисков, внутренних и внешних конических поверхностей с произвольными углами конусности, сложных вращающихся внутренних и внешних поверхностей, а также цилиндрических и конических резьб и т. д., и может выполнять нарезку канавок, сверление , развёртывание и развёртывание. Дырки и отверстия и т.д.

Станок с ЧПУ автоматически обрабатывает обрабатываемые детали в соответствии с заранее запрограммированной программой обработки. Мы записываем маршрут процесса обработки, параметры процесса, траекторию движения инструмента, смещение, параметры резания и вспомогательные функции детали в список программ обработки в соответствии с кодом инструкции и форматом программы, указанным станком с ЧПУ, а затем записываем содержание из списка программ.
На управляющем носителе он затем вводится в устройство числового управления станка с числовым программным управлением, тем самым направляя станок на обработку деталей.
Традиционная обработка выполняется вручную на обычных станках. Во время механической обработки механические инструменты встряхивают вручную для резки металла, а штангенциркули и другие инструменты используются для измерения точности изделий.
В современных отраслях промышленности уже используются станки с числовым программным управлением для работы, а станки с ЧПУ могут автоматически обрабатывать любое изделие и компонент непосредственно в соответствии с программой, предварительно запрограммированной техниками. Это то, что мы называем обработкой с ЧПУ.
Станок с ЧПУ - это аббревиатура станка с цифровым управлением, который представляет собой автоматический станок, оснащенный системой программного управления. Система управления может логически обрабатывать программу, заданную управляющим кодом или другими символическими инструкциями, и декодировать ее, чтобы заставить станок двигаться и обрабатывать детали.
По сравнению с обычными станками станки с ЧПУ имеют следующие характеристики:
1. Высокая точность обработки и стабильное качество обработки;
2. Возможна многокоординатная связь и обработка деталей сложной формы;
3. При замене обрабатываемых деталей обычно необходимо изменить только программу ЧПУ, что может сэкономить время на подготовку производства;
4. Сам станок имеет высокую точность и жесткость и может выбирать подходящий объем обработки, а производительность высока (обычно в 3-5 раз выше, чем у обычных станков);
5. Станок имеет высокую степень автоматизации, что позволяет снизить трудоемкость;
6. Повышение требований к качеству операторов и повышение технических требований к обслуживающему персоналу.
Токарный станок с ЧПУ состоит из устройства с ЧПУ, станины, шпиндельной коробки, системы подачи инструмента, задней бабки, гидравлической системы, системы охлаждения, системы смазки, конвейера для стружки и других частей.
Токарные станки с ЧПУ делятся на два типа: вертикальные токарные станки с ЧПУ и горизонтальные токарные станки с ЧПУ.
Вертикальные токарные станки с ЧПУ используются для токарной обработки дисковых деталей с большими диаметрами обточки.
Горизонтальные токарные станки с ЧПУ используются для токарной обработки длинных или небольших дисковых деталей в осевом размере.
Горизонтальные токарные станки с ЧПУ можно разделить на экономичные токарные станки с ЧПУ, обычные токарные станки с ЧПУ и токарные центры в зависимости от их функций.
Экономичный токарный станок с ЧПУ: простой токарный станок с ЧПУ, созданный путем преобразования системы токарной подачи обычного токарного станка с использованием шагового двигателя и однокристального микрокомпьютера. Стоимость низкая, степень автоматизации и функций относительно низкая, точность точения невысокая, и он подходит для токарной обработки вращающихся деталей с низкими требованиями.
Обычный токарный станок с ЧПУ: конструкция специально разработана в соответствии с требованиями токарной обработки и оснащена общей системой ЧПУ. Система ЧПУ имеет мощные функции, высокую степень автоматизации и высокую точность обработки и подходит для токарной обработки обычных вращающихся деталей. Этот токарный станок с ЧПУ может одновременно управлять двумя осями координат, а именно осью X и осью Z.
Токарный обрабатывающий центр: на базе обычных токарных станков с ЧПУ добавлена ось C и силовая головка. Более совершенные станки также имеют инструментальные магазины, которые могут управлять тремя координатными осями X, Z и C. Ось управления рычажным механизмом может быть (X, Z), (X, C) или (Z, C). Благодаря добавлению оси C и фрезерной головки функция обработки этого токарного станка с ЧПУ значительно улучшена.
Гидравлический патрон и гидравлическая задняя бабка
Гидравлический патрон является важным аксессуаром для зажима заготовок при токарной обработке с ЧПУ. Обычные гидравлические патроны можно использовать для обычных вращающихся деталей; для деталей, зажимаемые части которых не имеют цилиндрической формы, требуются специальные патроны; Пружинные патроны необходимы при обработке деталей.
Токарные станки с ЧПУ могут быть оснащены двумя держателями инструментов:
①Специальный держатель инструмента: разработан токарным станком производитель сам, и используемый держатель инструмента также посвящен. Преимуществоэтот держатель инструмента в том, что это дешево производство, но ему не хватает универсальности.
②Универсальный держатель инструмента: держатель инструмента производится в соответствии с определенными общими стандартами (такими как VDI, Немецкая ассоциация инженеров), токарный станок с ЧПУ. производители можете выбрать и настроить его в соответствии с функциональными требованиями токарных станков с ЧПУ.
Фрезерная головка
После установки фрезерной головки на держатель инструмента токарного станка с ЧПУ производительность токарного станка с ЧПУ может быть значительно увеличена. Например, осевое сверление и фрезерование осевых канавок фрезерной силовой головкой.

Доступны станки с ЧПУ с программами, которые включают цифры и буквы, которые могут помочь перемещать детали на различные расстояния. Язык машинного программирования может быть реализован на Gcode или специализированном языке, разработанном на производстве. Базовые мельницы состоят из трех колесных систем (XY-Z), однако более новые мельницы могут дополнительно содержать еще три колеса.
При точении деталей на токарном станке с ЧПУ или токарном обрабатывающем центре положение инструмента на держателе инструмента должно быть разумно и научно организовано в соответствии со структурой держателя инструмента токарного станка и количеством инструментов, которые можно установить, и следует уделять внимание оплачивается, чтобы инструмент не оставался неподвижным и не работал. Явление интерференции со станками, инструментами и заготовками, инструментами.
Хост - это основной корпус станка с ЧПУ, включая корпус станка, колонну, шпиндель, механизм подачи и другие механические компоненты. Это механическая часть, используемая для выполнения различных операций резки.
Устройство числового программного управления является ядром станка с числовым программным управлением, включая аппаратные средства (печатная плата, ЭЛТ-дисплей, ящик для ключей, считыватель бумажной ленты и т. д.) и соответствующее программное обеспечение, которое используется для ввода цифровой программы обработки деталей и завершения обработки. хранение входной информации и хранение данных. Преобразование, интерполяция и реализация различных функций управления.
Приводное устройство представляет собой приводной компонент привода станка с ЧПУ, включая блок привода шпинделя, блок подачи, двигатель шпинделя и двигатель подачи. Он реализует привод шпинделя и подачи через электрическую или электрогидравлическую следящую систему под управлением устройства ЧПУ. Когда несколько каналов связаны, обработка позиционирования, прямой линии, плоской кривой и пространственной кривой может быть завершена.
Вспомогательные устройства, некоторые необходимые вспомогательные компоненты станка с индексным управлением, для обеспечения работы станка с ЧПУ, такие как охлаждение, удаление стружки, смазка, освещение, мониторинг и т. д. Он включает в себя гидравлические и пневматические устройства, устройства удаления стружки, обменные столы, поворотные столы с ЧПУ и делительные головки с ЧПУ, а также инструменты и устройства для контроля и тестирования.
Для подъема и позиционирования станка следует использовать специальные подъемные инструменты, предоставляемые производитель, и другие методы не допускаются. Никаких специальных подъемных инструментов не требуется, и для подъема и позиционирования следует использовать стальные тросы в соответствии с указанными частями руководства.
Станок должен быть установлен на прочном основании вдали от источника вибрации; избегать солнечного света и теплового излучения; поместите его в сухое место, чтобы избежать воздействия влаги и воздушного потока. Если рядом со станком находится источник вибрации, вокруг фундамента должна быть уложена антивибрационная траншея.
Станок ставится на фундамент, его следует выровнять в свободном состоянии, а затем равномерно застопорить анкерные болты. Для обычных станков показание уровня не превышает 0,04/1000 мм, а для высокоточных станков уровень не превышает 0,02/1000 мм.
При измерении точности установки его следует проводить при постоянной температуре, а измерительный инструмент следует использовать после периода постоянной температуры. При установке станка старайтесь избегать методов установки, вызывающих деформацию станка. Когда станок установлен, некоторые части станка нельзя снимать случайно. Удаление деталей может привести к перераспределению внутренних напряжений станка, что повлияет на точность станка.
После того, как геометрическая точность станка прошла проверку, необходимо очистить весь станок. Используйте хлопчатобумажную или шелковую ткань, пропитанную чистящим средством, а не хлопчатобумажную или марлевую ткань. Удалите антикоррозионное масло или антикоррозионную краску, нанесенные для защиты поверхности направляющей и обработанной поверхности, когда станок покидает завод. Очистите пыль с внешней поверхности станка. Смажьте каждую поверхность скольжения и рабочую поверхность смазочным маслом, указанным для станка.
Внимательно проверьте, все ли части станка смазаны должным образом и достаточно ли охлаждающей жидкости.к холодильной камере. Достигло ли масло гидростанции станка и автомата смазки заданного положения указателя уровня масла.
Проверьте, в порядке ли переключатели и компоненты в электрическом блоке управления и на месте ли интегральные платы.
Включите питание и запустите установку централизованной смазки, чтобы смазочные детали и контур смазочного масла были заполнены смазочным маслом. Сделайте все приготовления перед работой каждой части станка.
Поскольку обработка на токарном станке с ЧПУ является высокоточной работой, технологические операции на ней сосредоточены, а количество зажимов деталей невелико, что выдвигает более высокие требования к используемому инструменту ЧПУ. Следующие Dongguan Tongli Metal Products Co., Ltd. здесь для вас. представлять.
При выборе инструмента для станков с ЧПУ следует учитывать следующие аспекты:
① Тип, спецификация и класс точности инструментов с ЧПУ должны соответствовать требованиям обработки токарных станков с ЧПУ.
②Высокая точность. Чтобы соответствовать требованиям высокой точности и автоматической смены инструмента при обработке на токарном станке с ЧПУ, инструмент должен иметь высокую точность.
③Высокая надежность. Чтобы гарантировать, что случайное повреждение инструмента и потенциальные дефекты не возникнут при обработке с ЧПУ и не повлияют на плавный ход обработки, требуется, чтобы инструмент и аксессуары в сочетании с ним имели хорошую надежность и высокую адаптируемость. Прецизионная обработка металла
④Высокая износостойкость. Инструменты, обрабатываемые на токарных станках с ЧПУ, будь то черновая или чистовая обработка, должны иметь более высокую долговечность, чем инструменты, используемые в обычных станках, чтобы свести к минимуму количество сменных или шлифовальных инструментов и настроек инструментов, тем самым улучшая обработку станков с ЧПУ. Оперативность и гарантированное качество обработки.
⑤ Хорошее стружкодробление и удаление стружки. При обработке на токарном станке с ЧПУ стружкодробление и удаление стружки нельзя выполнять вручную, как на обычных станках.
Стружка легко наматывается на инструмент и заготовку, что может повредить инструмент и поцарапать обработанную поверхность заготовки и даже привести к травмам и авариям на оборудовании. , влияющих на качество обработки и безопасную работу станка, поэтому инструмент должен иметь хорошие характеристики разрушения и удаления стружки.
При аппаратной обработке все вращающиеся детали, которые можно зажать на обычном токарном станке, можно обрабатывать на токарном станке с ЧПУ. Однако токарные станки с ЧПУ обладают характеристиками высокой точности обработки, линейной и круговой интерполяцией, автоматическим изменением скорости в процессе обработки метизов, а их технологический диапазон значительно шире, чем у обычных станков.
Токарный станок с ЧПУ имеет хорошую жесткость, высокую производство, и точность настройки инструмента, а также может легко и точно вводить ручную компенсацию и автоматическую компенсацию. Поэтому он может обрабатывать детали с высокими требованиями к точности размеров.
Кроме того, движение инструмента токарной обработки с ЧПУ осуществляется с помощью высокоточного интерполяционного движения и сервопривода.
Кроме того, жесткость станка хорошая, а точность изготовления высокая. Таким образом, он может обрабатывать точность формы шинопровода, прямолинейность, округлость, цилиндричность и т. Д. Требуемые детали. Для дуг и других криволинейных профилей обработанная форма намного ближе к геометрии, требуемой на чертеже, чем на копировальном токарном станке.
Токарный станок с ЧПУ имеет функцию резки с постоянной линейной скоростью, поэтому оптимальную линейную скорость можно использовать для резки конической поверхности и торцевой поверхности, чтобы значение шероховатости поверхности после токарной обработки было небольшим и постоянным, а детали с небольшой и однородной поверхностью значение шероховатости может быть обработано.
Расположение станка должно быть вдали от источника вибрации, следует избегать прямых солнечных лучей и теплового излучения, а также следует избегать влияния влажности и воздушного потока. Если рядом со станком находится источник вибрации, вокруг станка должны быть установлены антивибрационные канавки.
В противном случае это напрямую повлияет на точность обработки и стабильность станка, что приведет к плохому контакту с электронными компонентами, выходу из строя и повлияет на надежность станка.
Как правило, токарные станки с ЧПУ устанавливаются в механообрабатывающем цехе, не только температура окружающей среды сильно меняется, а условия использования плохие, но также имеется много механического и электрического оборудования, что приводит к большим колебаниям в электросети. Поэтому место, где установлен токарный станок с ЧПУ, требует строгого контроля напряжения питания. Колебания напряжения питания должны находиться в допустимых пределах и оставаться относительно стабильными. В противном случае будет нарушена нормальная работа системы ЧПУ.
Температура окружающей среды токарного станка с ЧПУ ниже 30 градусов Цельсия, а относительная температура составляет менее 80%.
Вообще говоря, внутри электрического блока управления ЧПУ есть вытяжной вентилятор или охлаждающий вентилятор, чтобы поддерживать рабочую температуру электронных компонентов, особенно центрального процессора, постоянной, или разница температур изменяется очень мало.
При использовании станка пользователю не разрешается изменять параметры, установленные производителя в системе управления по желанию. Настройка этих параметров напрямую связана с динамическими характеристиками каждого компонента станка. Только значения параметров компенсации люфта можно регулировать в соответствии с реальной ситуацией.
Пользователь не может по своему желанию менять принадлежности станка, например, использовать гидравлический патрон, выходящий за рамки спецификации. производитель полностью учитывает соответствие различных параметров связи при настройке аксессуаров. Замена вслепую приводит к несовпадению параметров в различных звеньях и даже к неожиданным авариям.
Давление гидравлического патрона, гидравлического упора, гидравлической задней бабки и гидравлического цилиндра должно находиться в пределах допустимого диапазона напряжений, и его нельзя произвольно увеличивать.
Токарный станок с ЧПУ представляет собой высокоточный, высокопроизводительный автоматический станок. Оснащенный многопозиционной револьверной головкой или силовой револьверной головкой, станок имеет широкий диапазон производительности обработки, который может обрабатывать линейные цилиндры, косые цилиндры, дуги и различные резьбы, канавки, червяки и другие сложные детали с линейной интерполяцией. , дуга Интерполирует различные функции компенсации и дает хороший экономический эффект при массовом производстве сложных деталей. Техническое обслуживание токарного станка с ЧПУ с наклонной станиной заключается в следующем:
Чтобы обеспечить точность работы токарного станка с ЧПУ с наклонной станиной и продлить срок службы, необходимо проводить разумные работы по техническому обслуживанию токарного станка с ЧПУ с наклонной станиной для самостоятельного использования.

Чтобы использовать токарные станки с ЧПУ, необходимо успешно пройти определенное количество курсов и получить соответствующую сертификацию. Программы токарной обработки с ЧПУ обычно включают в себя несколько занятий, которые предлагают постепенную программу обучения, разделенную на несколько разделов. На протяжении всего обучения следует соблюдать протокол безопасности. Начать занятия по механической обработке без практического опыта может быть сложно, но они могут помочь учащимся ознакомиться с командами в файлах САПР и программированием САПР.

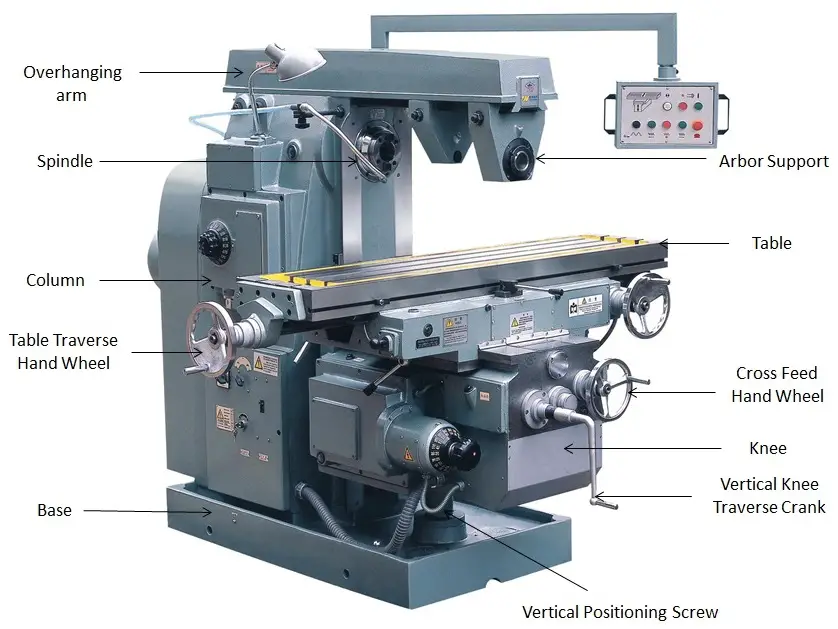
Фрезерный станок в основном относится к станку, который использует фрезерный режущий инструмент для обработки различных поверхностей заготовок. Обычно вращательное движение фрезы является основным движением, а движение заготовки и фрезы — движением подачи. На нем можно обрабатывать плоскости, пазы, различные криволинейные поверхности, шестерни и т. д. Кроме фрезерования плоскостей, пазов, зубьев шестерен, резьбы и шлицевых валов, фрезерные станки могут обрабатывать и более сложные профили, с более высокой эффективностью, чем строгальные станки, и широко распространены используется в машиностроении и ремонтных мастерских.
Кроме того, его также можно использовать для обработки поверхности вращающегося тела, внутреннего отверстия и резки. Когда фрезерный станок работает, заготовка устанавливается на стол или на принадлежности, такие как делительная головка. Вращение фрезы является основным движением, дополненным движением подачи стола или фрезерной головки, и заготовка может получить требуемую поверхность обработки.
За счет многолезвийного прерывистого резания производительность фрезерного станка высокая. Проще говоря, фрезерный станок — это станок, который может фрезеровать, сверлить и растачивать заготовку.

В 1818 году: первый фрезерный станок — горизонтально-фрезерный станок, созданный американцем Э. Уитни.
В 1862 году: Для фрезерования спиральной канавки спирального сверла американец Дж. Р. Браун создал первый универсальный фрезерный станок, который явился прототипом фрезерного станка для подъемного стола.
Около 1884 года: появился портальный фрезерный станок.
В 1920-х годах появились полуавтоматические фрезерные станки, и рабочий стол использовал упоры для автоматического преобразования «быстрой подачи» или «быстрой подачи».
После 1950 года фрезерные станки быстро развивались с точки зрения систем управления, а применение цифрового управления значительно улучшило автоматизацию фрезерных станков.
Особенно после 1970-х годов к фрезерному станку были применены цифровая система управления и микропроцессорная система автоматической смены инструмента, что расширило диапазон обработки фрезерного станка и повысило точность и эффективность обработки.
В связи с постоянной интенсификацией процесса механизации программирование ЧПУ широко используется в операциях станков, что значительно высвобождает рабочую силу. Фрезерные станки с ЧПУ постепенно заменят ручные операции. Требования к работникам также будут все выше и выше, и, конечно же, эффективность будет все выше и выше.

Различают универсальные, горизонтальные и вертикальные и т. д., в основном применяемые для обработки мелких и средних деталей, наиболее широко применяемые.

Портальные фрезерно-расточные станки, портальные фрезерно-строгальные станки и двухстоечные фрезерные станки — все они используются для обработки крупных деталей.
Горизонтальная фрезерная головка формирователя может перемещаться по направляющей колонны, а рабочий стол подается в продольном направлении; концевая фрезерная головка последнего может перемещаться горизонтально по консольной направляющей, а консоль также может регулировать высоту по направляющей колонны. Оба используются для обработки крупных деталей.
Существует два типа прямоугольных столов и круглых столов, которые представляют собой фрезерный станок среднего размера между фрезерным станком с подъемным столом и фрезерным станком с портальным станком. Его вертикальное движение завершается подъемом и опусканием фрезерной головки на колонну.
Небольшой фрезерный станок с подъемным столом для обработки контрольно-измерительных приборов и других мелких деталей.
Используется для изготовления пресс-форм и инструментов, оснащен различными аксессуарами, такими как концевая фрезерная головка, универсальный угловой стол и заглушка, а также может выполнять такие операции, как сверление, растачивание и врезание.
такие как станки для фрезерования шпоночных пазов, станки для фрезерования кулачков, станки для фрезерования коленчатых валов, станки для фрезерования валков, станки для фрезерования квадратных стальных слитков и т. д., представляют собой специальные фрезерные станки, изготавливаемые для обработки соответствующих заготовок.
небольшой фрезерный станок, используемый для фрезерования мелких деталей, таких как инструменты и счетчики.
фрезерный станок с фрезерной головкой, установленной на консоли, станина расположена горизонтально, консоль обычно может перемещаться вертикально по направляющей колонны с одной стороны станины, а фрезерная головка перемещается по консольной направляющей.
фрезерный станок со шпинделем, установленным на ползун.
Корпус машины расположен горизонтально, а колонны и соединительные балки на обоихстороны образуют портальный фрезерный станок. Фрезерная головка установлена на балке и колонне и может перемещаться по их направляющим. Обычно балка может перемещаться вертикально по направляющей колонны, а рабочий стол может перемещаться вертикально по направляющей станины для обработки крупных заготовок.
фрезерный станок для фрезерования плоскостей и формирования поверхностей.
фрезерный станок, копирующий заготовку. Обычно используется для обработки деталей сложной формы.
фрезерный станок с подъемным столом, который может перемещаться вертикально по направляющей станины. Обычно рабочий стол и седло, установленные на подъемном столе, могут перемещаться соответственно в продольном и поперечном направлениях.
Фрезерный станок с коромыслом также можно назвать фрезерным станком с револьверной головкой, фрезерным станком с коромыслом и универсальным фрезерным станком. Револьверно-фрезерный станок станка представляет собой легкий металлорежущий станок с двумя функциями вертикального и горизонтального фрезерования. Плоская поверхность, фаски, канавки и шлицы для мелких деталей и т. д.
Рабочий стол нельзя поднимать и опускать, но его можно перемещать в продольном и поперечном направлениях по направляющей основания станины, а фрезерную головку или колонну можно перемещать вертикально.
Например, инструментальные фрезерные станки: это фрезерные станки, используемые для фрезерования инструментов и форм, с высокой точностью обработки и сложными формами обработки.
Фрезерные станки можно разделить на:
копировально-фрезерные станки,
фрезерные станки с программным управлением
фрезерные станки с ЧПУ.
Применяется для обработки плоскостей, ступеней, пазов, формирования поверхностей и резки заготовок на фрезерных станках.
Существует много широко используемых типов фрез в зависимости от их использования:
Используется для обработки плоскостей на горизонтально-фрезерных станках. Зубья фрезы распределены по окружности фрезы и делятся на прямые и винтовые в зависимости от формы зуба. В зависимости от количества зубов, есть два вида грубых зубов и мелких зубов. Фреза с крупными зубьями с косыми зубьями имеет мало зубьев, высокую прочность зубьев и большое пространство для стружки, что подходит для черновой обработки; мелкозубая фреза подходит для чистовой обработки.
используется для вертикально-фрезерных станков, торцевых фрезерных станков или портальных фрезерных станков, верхней плоскости обработки, на торце и по окружности есть зубья фрезы, а также грубые зубья и мелкие зубья. Его структура имеет три типа: интегральный тип, тип вставки и индексируемый тип.
используются для обработки канавок и ступенчатых поверхностей и т. д. Зубья фрезы находятся по окружности и торцу и не могут подаваться в осевом направлении во время операции торцевого фрезерования. Когда концевая фреза имеет концевые зубья, проходящие через центр, ее можно подавать в осевом направлении (обычно концевые фрезы с двойной кромкой также называются «фрезами со шпоночным пазом» и могут подаваться в осевом направлении).
Применяется для обработки различных пазов и ступенчатых поверхностей, с обеих сторон и по окружности имеются зубья фрезы.
используются для фрезерования канавок под определенным углом, существуют два типа одноугловых и двухугловых фрез.
Он используется для обработки глубоких канавок и резки заготовок, а на его окружности больше зубьев. Чтобы уменьшить трение во время фрезерования, на обеих сторонах зубьев фрезы имеется вторичный наклон от 15' до 1°. Кроме того, существуют фрезы для шпоночных пазов, фрезы типа «ласточкин хвост», фрезы для Т-образных пазов и различные формовочные фрезы.
Зубья фрезы изготовлены из цементированного карбида или других износостойких инструментальных материалов и припаяны к корпусу фрезы.
Зубья фрезы закреплены на корпусе фрезы механическим зажимом. Сменные зубья могут представлять собой головку из твердого инструментального материала или головку из сварного инструментального материала. Фреза с режущей головкой, установленной на корпусе фрезы, называется типом внутреннего шлифования; режущая головка затачивается отдельно на приспособлении, называется наружным типом заточки.
Эта структура широко используется в торцевых фрезах, концевых фрезах и фрезах с трехсторонней кромкой.
Металлорежущие станки внедрили систему лицензирования качества экспортной продукции, и продукты, не получившие лицензию на экспортное качество продукции, не могут быть экспортированы. При заказе параметры оборудования, метрическая и дюймовая система, источник питания, напряжение и частота,а также случайные аксессуары, цвет станка и т. д. должны быть четко указаны. Ввиду большого разнообразия штамповочных прессов с ЧПУ и различных стандартов в отрасли производства листового металла, когда клиенты заказывают пресс-формы, они должны узнать у производителя следующую информацию:
определить, какой из типов длинной направляющей или короткой направляющей является конструкция пресс-формы и является ли она импортированной структурой Murata, структурой Trumpf или структурой Yangsen;
подходит ли усилие штамповки этой пресс-формы для данного станка, в противном случае необходимо изменить структуру пресс-формы или выбрать другие методы обработки;
если машинная станция является невращающейся станцией, необходимо рассмотреть конструкцию с двойным шпоночным пазом для направляющей втулки или нижней матрицы;
для определения высоты нижней формы формы (формовочной формы);
материал и толщина листа, обрабатываемого заказчиком, должны быть определены для определения материала и зазора, выбранного для пресс-формы;
направление установочного штифта (прорези) формы (особенно формы специальной формы) должно определяться в соответствии с требованиями заказчика к обработке. Кроме того, за исключением формы с квадратным краем, направляющая втулка или нижняя форма других форм должны учитывать два шпоночных паза;
Видов пресс-форм много, и необходимо уточнить тип заказанной заказчиком формы.
1. При загрузке и выгрузке заготовки инструмент должен быть удален, а режущая головка и рука не должны находиться близко к поверхности фрезерования.
2. При использовании фрезерного станка для наладки инструмента он должен работать в толчковом или ручном режиме, а перемотка вперед не допускается.
3. При быстром выдвижении и отводе инструмента следите за тем, чтобы рукоятка фрезерного станка не ударила кого-нибудь.
4. Не подавайте слишком быстро и не меняйте скорость резко, а ограничитель фрезерного станка должен быть хорошо отрегулирован.
5. Фрезерный станок Asahi необходимо останавливать при движении вверх и вниз, измерении заготовки, регулировке инструмента и затяжке переключения скоростей.
6. При разборке и сборке концевой фрезы рабочая поверхность должна быть покрыта деревянными досками, вытягивание плоской фрезы должно быть разобрано, а усилие не должно быть чрезмерным.
7. Категорически запрещается прикасаться к вращающимся частям и ножам или протирать их хлопчатобумажной пряжей.
8. Как правило, цанга может зажимать только одну заготовку за раз. Поскольку цанга зажимает более одной заготовки за раз, даже если зажим тугой, усилие при грубой подаче очень велико, и две заготовки легко скользят между ними, в результате чего заготовка вылетает, нож ломается. , и травмы аварии.
1. Очистка станины и компонентов, очистка железных опилок и санитарная обработка окружающей среды;
2. Проверьте уровень масла, не ниже отметки уровня масла, и добавьте смазочное масло в каждую деталь;
3. Очистители, зажимы и измерительные инструменты.
1. Очистите и отрегулируйте верстак, винтовую рукоятку и вставки колонны;
2. Проверить и отрегулировать сцепление;
3. Очистите трехсторонние направляющие и линолеум, очистите двигатели, станки и принадлежности внутри и снаружи;
4. Проверьте масляный контур и добавьте смазочное масло во все части;
5. Затяните все винты.
1. Очистка станины и деталей, очистка железных опилок и окружающего пространства, чистящие средства, зажимы, измерительные инструменты;
2. Проверьте уровень масла, не ниже отметки уровня масла, и добавьте смазочное масло в каждую деталь.
1. Разберите и очистите масляные войлочные прокладки различных деталей;
2. Протрите каждую скользящую поверхность и поверхность направляющей, протрите стол и горизонтальное направление, поднимите винт, протрите механизм передачи ножа и упор ножа;
3. Протрите все углы.
1. Все масляные отверстия чистые и не засорены, смазочное масло заполнено;
2. Смазочное масло добавляется на каждую поверхность направляющей, поверхность скольжения и каждый винтовой стержень;
3. Проверьте корпус масляного бака трансмиссионного механизма и уровень масла и заправьте топливом до верхнего положения.
1. Проверьте и затяните прижимную пластину и вставьте винты;
2. Проверьте и затяните крепежные винты ползуна, приводного механизма ножа, маховика, винты кронштейна рабочего стола и проволоку верхней части вилки;
3. Проверьте и затяните другие ослабленные винты.
1. Проверьте и отрегулируйте натяжение ремней, прижимных пластин и вставок для правильной посадки;
2. Проверьте и отрегулируйте скользящий блок и ходовой винт.
1. Удалите ржавчину с каждой детали, защитите окрашенную поверхность и не сталкивайтесь;
2. Деактивация, поверхность направляющей запасного оборудования, скользящий винтовой маховик и другие открытые детали, которые легко ржавеют, смазаны маслом и защищены от коррозии.
Большинство портальных фрезерных станков изготавливаются из стали или чугуна. В процессе длительного использования из-за трения между двумя контактными поверхностями разной степени поверхность направляющей фрезерного станка будет изнашиваться в разной степени, что серьезно повлияет на точность обработки и эффективность производства оборудования.
Традиционные методы ремонта обычно используют крепление или замену металлических пластин, но требуют изготовления с большим количеством точных допусков и ручного шабрения, ремонт требует многих процессов и длительного периода строительства. Проблема царапин и деформаций на портальном фрезерном станке может быть решена за счет использования полимерных композиционных материалов, среди которых должна быть отработанная технологическая система.
Благодаря превосходной адгезии материала, прочности на сжатие, маслостойкости и износостойкости, он обеспечивает долговечный защитный слой для компонентов. Требуется всего несколько часов, чтобы отремонтировать поцарапанную часть станка и ввести его в эксплуатацию. По сравнению с традиционным методом операция фрезерования проще, а стоимость ниже.
Разработка горизонтально-расточных и фрезерных станков привлекла большое внимание из-за введения в них концепции ускорения. Элементы трансмиссии, такие как электрические шпиндели, линейные двигатели и линейные направляющие, которые являются технической поддержкой высокоскоростного фрезерования, широко используются, поднимая скорость работы станка на новую высоту. Инновационная конструкция горизонтального сверлильно-фрезерного обрабатывающего центра со сменным шпинделем устраняет недостатки электрического шпинделя и подвижной телескопической конструкции расточной оправки. Технологическая инновация.
Развитие напольных фрезерных и расточных станков приводит к тенденции современной обработки с новой концепцией дизайна. Тип конструкции без штока расточного вала и различные фрезерные головки, замененные концепцией высокоскоростной обработки, полны стиля, который может значительно заменить традиционную фрезерную обработку. тенденция. Различные приспособления фрезерных головок, представленные двухкоординатной угловой фрезерной головкой, стали основным средством для достижения высокоскоростной и высокоэффективной обработки композитов. Его производительность шире, мощность выше, а жесткость выше, что является крупным прорывом в разработке фрезерно-расточных станков.
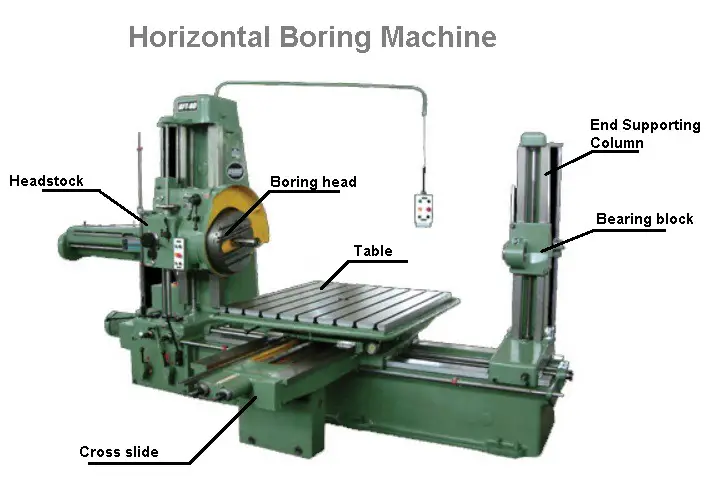
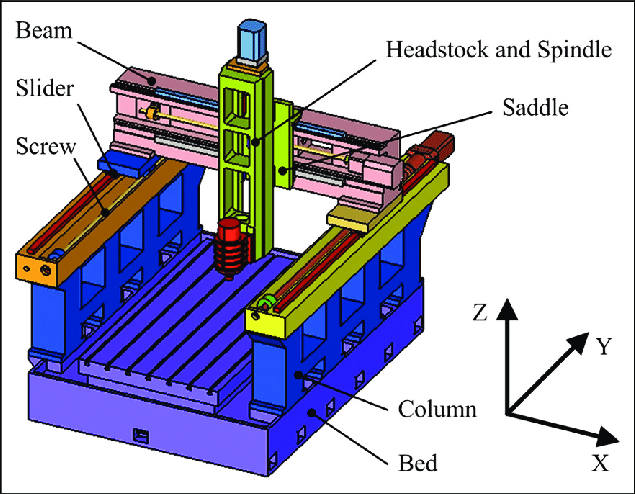
Основным ключевым узлом горизонтально-фрезерного станка является шпиндельная коробка, которая устанавливается сбоку на колонне. Есть также несколько производителей, которые используют структуру тепловой симметрии с двумя колоннами, размещая коробку шпинделя в середине колонны. Самой большой особенностью этой конструкции является жесткость, сбалансированность и хорошие характеристики рассеивания тепла, что обеспечивает надежную гарантию высокоскоростной работы передней бабки. Однако двухколонная конструкция неудобна в обслуживании, поэтому сегодня ее используют не так много производителей. Движение шпиндельной коробки в основном осуществляется шарико-винтовой передачей с электроприводом, которая является основным передаточным устройством привода шпинделя. Поскольку скорость шпинделя становится все выше и выше, а шпиндель быстро нагревается, многие производители применяют охлаждение масляным туманом вместо масляного охлаждения, чтобы более эффективно контролировать температуру шпинделя и обеспечивать ее точность.
Существует два основных типа шпиндельных систем: один представляет собой традиционную телескопическую конструкцию расточной штанги, которая обладает характеристиками глубокого растачивания и мощной резки; другой - современная конструкция высокоскоростного электрического шпинделя, которая имеет высокую скорость, высокую скорость работы и высокую эффективность, преимущества высокой точности.
Все больше и больше применения высокоскоростных мотор-шпинделей на горизонтально-расточных и фрезерных станках. Помимо значительного повышения скорости и точности шпинделя, это также упрощает внутреннюю структуру передней бабки и сокращает производственный цикл, особенно для высокоскоростной резки.
Более 10000р/мин. Недостатком является то, что мощность ограничена, стоимость его изготовления высока, особенно обработка глубоких отверстий не может быть выполнена. Телескопическая конструкция расточной оправки имеет ограниченную скорость, а точность не так хороша, как у конструкции электрического шпинделя, но она может выполнять обработку глубоких отверстий, обладает высокой мощностью, может выполнять обработку с полной нагрузкой и имеет высокую эффективность, что не имеет себе равных с электрическим шпинделем. Таким образом, две структуры сосуществуют с разнымиобрабатывайте производительность, но предоставляйте пользователям больше возможностей для выбора.
Также была разработана система сменных шпинделей, которая имеет функцию одного станка и две функции. Пользователи могут использовать его в соответствии с различными объектами обработки, то есть электрический шпиндель и расточной оправка могут быть заменены друг другом. Эта структура учитывает недостатки двух структур, а также значительно снижает стоимость. Это великое новшество современного горизонтально-расточного и фрезерного станка. Преимущества электрического шпинделя заключаются в высокой скорости резки и быстрой подаче, что значительно повышает точность и эффективность станка.
Скорость работы горизонтально-расточного и фрезерного станка становится все выше и выше, скорость быстрого перемещения достигает 25-30 м/мин, а максимальная скорость расточной оправки составляет 6000 об/мин. Скорость горизонтального обрабатывающего центра выше, быстрое перемещение достигает 50 м/мин, ускорение 5 м/с2, точность позиционирования составляет 0,008 ~ 0,01 мм, а точность повторного позиционирования составляет 0,004 ~ 0,005 мм.
Поскольку фрезерно-сверлильный станок для пола в основном обрабатывает большие детали, процесс фрезерования имеет широкий диапазон, особенно высокая мощность и мощная резка являются основным преимуществом обработки фрезерно-сверлильного станка для пола, который также является традиционной концепцией обработки пола. фрезерно-сверлильный станок. Технологическое развитие современных фрезерно-сверлильных станков меняет традиционную концепцию процесса и метод обработки. Концепция процесса высокоскоростной обработки заменяет традиционную концепцию тяжелой обработки, внося изменения в методы обработки с высокой скоростью, высокой точностью и высокой эффективностью, что также способствует структурным изменениям фрезерно-расточного станка напольного типа и повышение технического уровня.

На сегодняшний день самой большой особенностью развития напольных фрезерно-расточных станков является разработка высокоскоростных фрезерных станков, все из которых имеют плунжерную (без бурильного вала) конструкцию и оснащены различными принадлежностями фрезерных головок с различной производительностью процесса. Преимущества этой конструкции заключаются в том, что ползун имеет большое поперечное сечение, хорошую жесткость, длинный ход и высокую скорость, а также легкость установки различных функциональных аксессуаров, в основном высокоскоростного растачивания, фрезерной головки, двухкоординатной фрезерная головка с двойным поворотом и т. д. Производительность и диапазон обработки достигли предела, что значительно повысило скорость и эффективность обработки.
Традиционное фрезерование выполняется с помощью расточных оправок, в то время как современное фрезерование в основном завершается различными функциональными приспособлениями через ползуны. Существует тенденция замены традиционной обработки. Его преимущества заключаются не только в скорости и экономичности фрезерования, но и в возможности осуществлять обработку многогранников и криволинейных поверхностей, которые невозможно осуществить традиционными методами обработки. Поэтому многие производители конкурируют за разработку и производство высокоскоростных обрабатывающих центров поршневого типа (без расточной оси) из-за их экономических и технических преимуществ и могут значительно улучшить технологический уровень и технологический диапазон станков. В то же время повышается точность обработки и эффективность обработки. Конечно, для технической поддержки необходимы различные типы высокоточных аксессуаров для фрезерных головок, и требования также очень высоки.
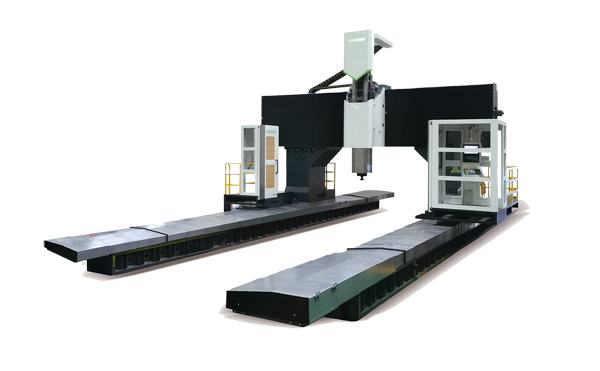
Высокоскоростное фрезерование внесло конструктивные изменения в напольный фрезерно-сверлильный станок. Конструкция с передней бабкой в центре относительно распространена, ее жесткость высока и подходит для работы на высоких скоростях. В конструкции поршневого привода используется линейная направляющая и линейный двигатель. Эта структура необходима для высокоскоростной резки. Иностранные производители переняли его на фрезерно-расточных станках напольного типа. Подобные отечественные продукты встречаются редко. гид. Высокоскоростная обработка также выдвигает более высокие требования к окружающей среде и безопасности, что приводит к концепции приятного массового производства. Все производители придают большое значение безопасности, защите и работоспособности людей при высокоскоростной работе станка. Реализована полностью закрытая конструкция, которая одновременно безопасна и красива.
Традиционный горизонтальный расточно-фрезерный станок в основном подходит для обработки различных механических деталей, особенно механической коробки передач и различных деталей с криволинейной поверхностью. В связи с повышением технического уровня различного оборудования требования к механической конструкции становятся все более и более упрощенными, и требуется меньше деталей трансмиссии, особенно деталей, используемых в качестве трансмиссионной коробки, будет все меньше и меньше, механическая трансмиссия в основном прямой привод, а детали трансмиссии очень высокие требования к точности, чтовыдвигает повышенные требования к технологическому исполнению горизонтально-расточных и фрезерных станков. Следовательно, как и в традиционной структуре типа расточной оси, объекты обработки имеют тенденцию к уменьшению и будут заменены электрическим шпинделем без расточной оси, то есть высокоскоростной обрабатывающий центр завершит обработку различных деталей. Развитие горизонтально-расточных и фрезерных станков до высокоскоростных обрабатывающих центров, с одной стороны, более адаптируется к процессу, а с другой стороны, также повышает уровень производительности и точность обработки. Сверление и фрезерование, а также сверление и нарезание резьбы, оснащенные принадлежностями для угловой фрезерной головки с ЧПУ, а также могут обрабатывать различные изогнутые детали корпуса. Оснащен сменным рабочим столом для формирования гибкого блока обработки, который может обрабатывать детали партиями.

На напольном фрезерно-расточном станке в основном обрабатываются крупные и сверхкрупные детали различного профиля. В то же время он также может быть оснащен поворотным столом, который может выполнять поворотное индексирование и радиальное линейное перемещение, а также выполнять многоэтапную обработку деталей посредством индексирования, что значительно расширяет диапазон процесса. Фрезерно-расточной станок напольного типа производства итальянской компании Pama (Пама) специально оборудован регулируемым по углу наклона рабочим столом, что еще больше расширяет диапазон обработки. Мощная и высокоэффективная резка является основным технологическим преимуществом напольных фрезерно-расточных станков. Технические требования высокой скорости и высокой точности все больше влияют на техническое развитие напольных фрезерно-расточных станков, что является важным средством повышения технического уровня напольно-фрезерно-расточных станков. Таким образом, фрезерно-расточной станок напольного типа меняет единую мощную, высокоэффективную резку и многое другое на коннотацию высокоскоростного и высокоточного технологического процесса. Конструкция поршня стала основным типом конструкции для высокоскоростного фрезерования и растачивания. Ползун имеет большое поперечное сечение, высокую жесткость и хорошую устойчивость на высоких скоростях. Легко установить различные аксессуары фрезерной головки для достижения высокоскоростной обработки.
В развитии тяжелых станков будут представлены две основные тенденции.
С одной стороны, направление развития технически основано на обрабатывающих центрах или больших гибких обрабатывающих агрегатах и больших комбинированных обрабатывающих станках. Среди них горизонтально-расточные и фрезерные станки будут постепенно заменяться высокоскоростными обрабатывающими центрами и гибкими обрабатывающими агрегатами; Комбинированный композитный обрабатывающий центр в основном состоит из двух или более основных станков, объединенных в композитный обрабатывающий станок, чтобы адаптироваться к штучному и мелкосерийному производству крупносерийных деталей. Процесс сложен, а вспомогательное время и цикл обработки длительны.
Станку сложно выполнить все этапы обработки, но это можно сделать с помощью двух комбинированных обрабатывающих центров. Например, два портальных расточно-фрезерных станка с ЧПУ образуют составной обрабатывающий центр и имеют общую станину и направляющие, соответственно оборудованные прямоугольным рабочим столом и поворотным рабочим столом (индексация), которые могут выполнять расточку и фрезерование; фрезерно-расточной станок напольного типа и одностоечный вертикальный токарный станок с ЧПУ составляют крупномасштабный составной обрабатывающий центр, имеющий общую направляющую станины с напольной платформой и поворотным столом, которые могут выполнять такую обработку, как токарная обработка, расточка, фрезерование и сверление, а поворотный стол можно индексировать.
Существуют также различные комбинации, такие как два больших фрезерно-сверлильных станка, использующих одну направляющую станины. Таким образом, экономится площадь, снижаются затраты и повышается эффективность обработки.
Еще одной тенденцией развития является стремление к совершенствованию производства, улучшение технологического содержания производства оборудования и отражение безопасности, защиты окружающей среды и гуманизированных характеристик станков.
Подводя итог, можно сказать, что технология современных горизонтально-расточных станков и напольных расточно-фрезерных станков развивалась очень быстро, что в основном отражается в обновлении концепции конструкции и значительном повышении скорости работы станков и уровня производственного процесса.
С другой стороны, структура станков сильно изменилась. Применение новых технологий бесконечно. Структура горизонтально-сверлильного станка развивается в сторону высокоскоростного моторизованного шпинделя, а напольная фрезерно-сверлильная машина развивается в сторону поршневой конструкции (без сверлильного вала). Новая тенденция технологического развития в предстоящий период.
Существует два типа обрабатывающих центров: вертикальные обрабатывающие центры и горизонтальные обрабатывающие центры.
Основное различие между ними заключается в том, что тструктура оси Z. Ось Z горизонтального обрабатывающего центра перемещается горизонтально вниз, а ось Z вертикального обрабатывающего центра перемещается вертикально вниз.
Кроме того, существуют определенные различия в их рабочих столах, эксплуатации, условиях обработки и ценах.
При выборе обрабатывающего центра выбор вертикального или горизонтального в основном зависит от объекта обработки.
Давайте учиться вместе - как правильно выбирать вертикальные и горизонтальные обрабатывающие центры.
Обрабатывающие центры можно разделить на вертикальные обрабатывающие центры и горизонтальные обрабатывающие центры в зависимости от положения шпинделя в пространстве.
Между этими двумя обрабатывающими центрами есть определенные различия:
Основное различие между горизонтальным обрабатывающим центром и вертикальным обрабатывающим центром заключается в строении оси Z.
Ось Z (ось шпинделя) горизонтального обрабатывающего центра перемещается горизонтально вниз для завершения обработки.
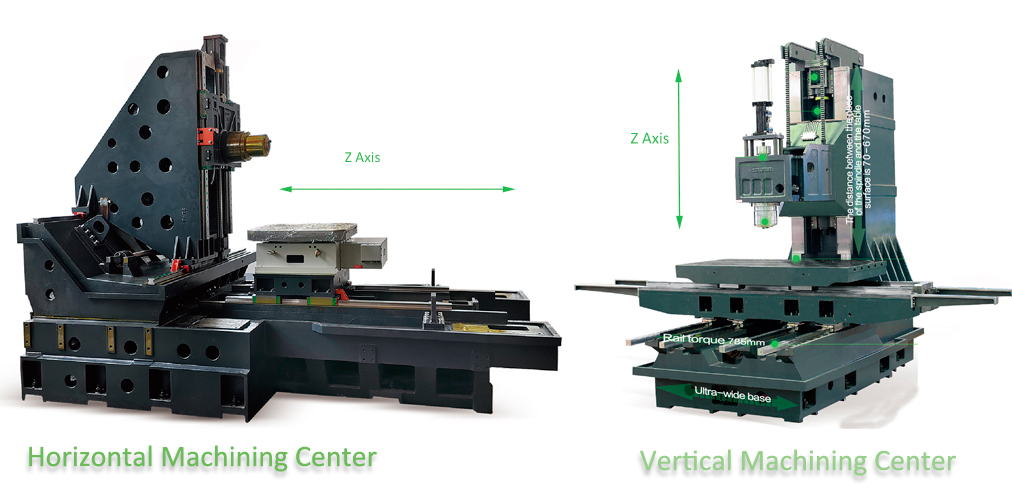
Ось Z вертикального обрабатывающего центра перемещается вертикально вниз для завершения обработки. поэтому ось шпинделя вертикальных обрабатывающих центров находится в вертикальном направлении.
Стол горизонтального обрабатывающего центра предназначен для перемещения только в направлении X или Y. Стол, как правило, представляет собой поворотный стол с решетчатым столом с отверстиями для винтов, и относительно легко выбрать сменный двойной стол.
И вообще говоря, горизонтальные обрабатывающие центры обычно имеют большие размеры стола.

Вертикальный стол обрабатывающего центра обычно представляет собой стол с Т-образными пазами и поперечной направляющей. Есть два набора механизмов движения, отвечающих за движение в вертикальном направлении. Стол подачи в направлении X закрывает направляющую, отвечающую за подачу в направлении Y.
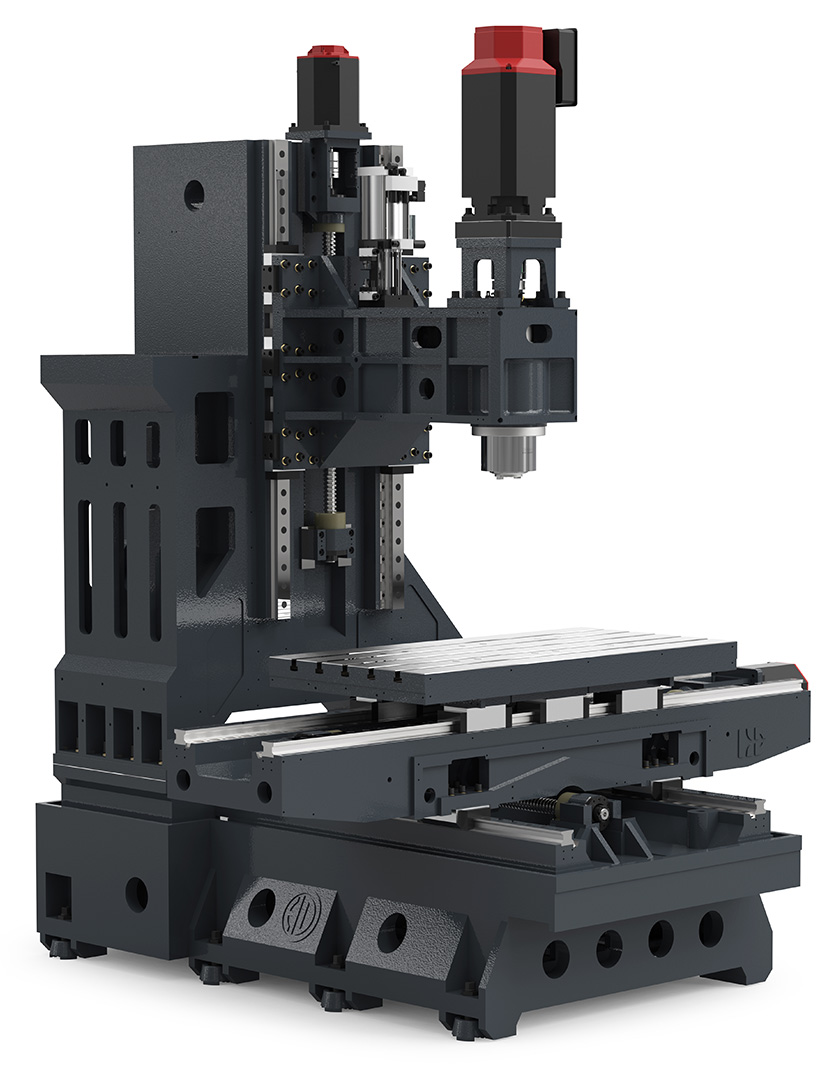
Вертикальный обрабатывающий центр легко зажимается, прост в эксплуатации, легко наблюдает за обработкой и легко отлаживает программу. Вертикальные обрабатывающие центры часто используют длинные цилиндрические инструменты, называемые концевыми фрезами, для более точной, но более мелкой обработки небольших заготовок с высокими требованиями к точности.
Заготовки, обрабатываемые горизонтальным обрабатывающим центром, как правило, относительно крупнее, с более высокой степенью интеграции, их труднее зажимать, нелегко контролировать процесс обработки и относительно сложно эксплуатировать и отлаживать.
Но под одним столом ход 2-х станков, даже если это большой вертикальный обрабатывающий центр, все равно сложно сравнивать с горизонтальный обрабатывающий центр в плане обработки больших заготовок. Большие вертикальные обрабатывающие центры не могут обрабатывать слишком высокие детали.
В то время как большие вертикальные обрабатывающие центры относительно легко подвергаются воздействию стружки при обработке вогнутых поверхностей, горизонтальные обрабатывающие центры имеют преимущества при обработке больших заготовок.
Горизонтальный обрабатывающий центр легче удаляет материал и имеет относительно идеальные условия обработки.
Когда вертикальный обрабатывающий центр обрабатывает полость или вогнутую поверхность, удаление стружки затруднено. В тяжелых случаях инструмент будет поврежден, обработанная поверхность будет повреждена, что повлияет на плавность обработки. Особое внимание следует уделить установке инструмента и зажиму заготовки.
Об управлении эвакуацией стружки: зачем нам следить за тем, чтобы материал стружки не прилипал к внутренней части кабины станка, к приспособлению, друг к другу или вообще к чему-либо?
Основная проблема с удалением стружки заключается в том, что стружка или частицы обрабатываемого материала могут создать опасность возгорания, если они накапливаются внутри кабины станка.
Они также могут вызывать износ приспособлений и других компонентов машин, таких как серводвигатели или шпиндели. Стружка, прилипшая к поверхностям внутри машины, может мешать движению или работе, что может привести к авариям или другим механическим повреждениям.
Наконец, стружка, попавшая между приспособлениями и деталью, может вызвать такие дефекты, как заусенцы.
По этим причинам важно убедиться, что материал стружки не прилипает к каким-либо поверхностям внутри кабины машины. Для этого операторы должны оценить типы обрабатываемых материалов и выбрать лучший тип охлаждающей жидкости для работы, а также использовать эффективные стратегии удаления стружки.
Это может включать в себя выбор правильного размера и формы режущих инструментов, регулировку скорости вращения шпинделя, оптимизацию скорости подачи и глубины, а также использование соответствующих стружколомов.
Помимо всего этого, также важно регулярно осматриватьи очистить стружку от машин, которые используются.
Все эти шаги помогают обеспечить эффективное удаление стружки.
Как правило, горизонтальные обрабатывающие центры дороже, чем вертикальные, потому что горизонтальный обрабатывающий центр более сложен, чем вертикальный обрабатывающий центр, с точки зрения технологии обработки и конструкции.
Во-вторых, производителей, способных производить горизонтальные обрабатывающие центры, относительно немного. Цена горизонтальных обрабатывающих центров с таким же диапазоном обработки составляет в два раза выше, чем вертикальных обрабатывающих центров.
Вертикальные обрабатывающие центры и горизонтальные обрабатывающие центры — это два разных обрабатывающих центра, и выбор в основном зависит от потребностей обработки:
Вертикальный обрабатывающий центр занимает небольшую площадь, имеет простую конструкцию и относительно невысокую цену. Он удобен для зажимных работ, прост в отладке программы, имеет широкий спектр применения, но не может обрабатывать слишком высокие детали. Детали и другие заготовки при относительно небольшом объеме заготовок.
Особенности вертикальных обрабатывающих центров с ЧПУ:
Устройство смены инструмента для быстрой и простой смены инструмента, позволяющее быстро настроить работу с несколькими инструментами.
Высокая скорость подачи для сокращения времени производства и повышения производительности.
Автоматическое устройство смены поддонов, которое позволяет быстро переключаться между различными заданиями без необходимости ручного вмешательства.
Передовые системы управления
Основным преимуществом вертикальных обрабатывающих центров с ЧПУ является то, что они занимают меньше места, чем горизонтальные обрабатывающие центры. Это делает их идеальными для небольших магазинов с ограниченным пространством. Кроме того, вертикальные обрабатывающие центры обычно занимают меньшую площадь, чем горизонтальные обрабатывающие центры, что упрощает их перемещение и установку в вашем цехе.
Условия обработки горизонтального обрабатывающего центра относительно идеальны при многосторонней обработке. Он может завершить обработку оставшихся четырех поверхностей, за исключением монтажной поверхности и верхней поверхности, после одного зажима. Он больше подходит для обработки коробчатых деталей. После добавления угловой головки можно реализовать обработку пятигранника. Вообще говоря, если клиентам необходимо обрабатывать более сложную поверхность, они выбирают горизонтальные обрабатывающие центры.

• Автоматические устройства смены поддонов для повышения производительности и гибкости
• Модульные держатели инструментов для дополнительной универсальности
• Высокоскоростные шпиндели для сокращения времени цикла
• Автоматические устройства смены инструмента или мультиинструментальные системы для максимальной эффективности
• Система управления ЧПУ с сенсорным экраном для простоты использования
Есть несколько причин, по которым следует предпочесть горизонтальные обрабатывающие центры с ЧПУ вертикальным обрабатывающим центрам с ЧПУ.
Во-первых, горизонтальные обрабатывающие центры имеют большую рабочую зону, чем вертикальные обрабатывающие центры, что означает, что они могут обрабатывать более крупные детали.
Во-вторых, горизонтальные обрабатывающие центры обычно имеют более высокие скорости вращения шпинделя и меньшее время цикла, чем вертикальные обрабатывающие центры, что делает их более эффективными.
В-третьих, горизонтальные обрабатывающие центры лучше подходят для обработки деталей с большой площадью поверхности, потому что они могут легко получить доступ ко всем сторонам детали без необходимости ее изменения положения.
Наконец, горизонтальные обрабатывающие центры имеют возможность одновременной установки нескольких инструментов и могут быть оснащены автоматическими устройствами смены паллет.
При выборе обрабатывающего центра выбор вертикального обрабатывающего центра или горизонтального обрабатывающего центра в основном зависит от того, какой объект подлежит обработке.
По сравнению с традиционными станками станки с ЧПУ имеют следующие характеристики и отличия.

Компьютерное числовое управление - механическая обработка произвела революцию в производстве. Станки с ЧПУ часто заменяют оборудование, необходимое для работы. Производители часто используют станки с ЧПУ для производственных целей.
Разработанный для производства больших объемов, он предлагает эффективную быструю производственную мощность, которая может производить продукцию, обычно изготавливаемую на фасонно-фрезерных станках, токарно-центральных станках, фрезерных станках и вертикально-фрезерных станках. Компьютерно-цифровое управление обеспечивает дополнительные финансовые преимущества, а также производственные преимущества по сравнению с обычными методами.
Точность машины не имеет себе равных, и во многих случаях ее точность можно воспроизвести. Таким образом, это основное качество продукта.
Точность машины следует ожидать только в том случае, если компоненты изготовлены точно. Станки с ЧПУ могут удовлетворить эти потребности, а также гарантировать высокую точность производственных процессов.
Обработка деталей на станках с ЧПУ очень гибка, что в основном зависит от программы обработки. Он отличается от обычных станков. Ему не нужны станки с ЧПУ для производства станков с ЧПУ, замены многих пресс-форм и приспособлений, а также нет необходимости часто перенастраивать станок.
Таким образом, станки с ЧПУ подходят для случаев, когда обрабатываемые детали часто заменяются, подходят для штучного, мелкосерийного производства и разработки новых продуктов, тем самым сокращая цикл подготовки производства и экономя много затрат на технологическое оборудование.
Начиная с ЧПУ обработка с меньшим опытом и по-прежнему производить с высоким качеством. Продукты можно легко воспроизвести тысячи раз Обычная механическая обработка хорошо работает, когда вам нужно изготовить единичную нестандартную деталь.
Если у вас высокие производственные квоты, когда вам нужно много раз резать одну и ту же деталь, ЧПУ обработка имеет больше смысла.
Станки с ЧПУ позволяют программировать станки так, чтобы они выполняли один и тот же разрез снова и снова. Обычное оборудование нуждается в помощи опытного оператора для изготовления подобных деталей. И даже тогда между деталями все еще есть небольшие различия. Меньше рабочей силы требуется для эксплуатации станков с ЧПУ
Точность обработки станков с ЧПУ обычно может достигать 0,05-0,1 мм. Станки с ЧПУ управляются в виде цифровых сигналов.
Каждый раз, когда устройство ЧПУ выдает импульсный сигнал, движущиеся части станка перемещаются на эквивалент импульса (обычно 0,001 мм), а средняя погрешность люфта и шага винта в цепи передачи подачи станка может быть компенсирована за счет устройство с числовым программным управлением. Поэтому точность позиционирования станка с числовым программным управлением относительно высока.

Обрабатывается одна и та же партия деталей, на одном и том же станке, в одних и тех же условиях обработки, с использованием одного и того же устройства и программы обработки, траектория инструмента точно такая же, консистенция деталей хорошая, а качество стабильное.
После того, как проектные параметры и спецификации были введены в станок с ЧПУ, он последовательно выполняет огромные объемы и обеспечивает гибкую масштабируемость.
Станки с ЧПУ могут эффективно сократить время обработки и вспомогательное время деталей. Пятиосевой рычажный обрабатывающий центр со скоростью вращения шпинделя станка с ЧПУ и большим диапазоном скорости подачи позволяет станку выполнять мощную резку с большим объемом резания. Станки с ЧПУ вступают в эру высокоскоростной обработки.
Быстрое перемещение и позиционирование движущихся частей станков с ЧПУ и высокоскоростная резка значительно повысили производительность.
Кроме того, он используется вместе с магазином инструментов обрабатывающего центра для реализации непрерывной обработки нескольких процессов на одном станке, что сокращает время между процессами для полуфабрикатов и повышает производительность.
Обработка с ЧПУ требует меньше ремонта и меньше трудозатрат как минимум на 50%.
Оператор использовал специальные линейки и калибры, встроенные в рычаги управления для большей точности. Преимущества безопасности рабочего станка с ЧПУ Оператор станка с ЧПУ защищен от любых острых частей за защитной конструкцией.
Через стекло оператор может видеть, что происходит в станке. Оператору не обязательно приближаться к шпинделю или фрезе. Оператору не нужно приближаться к охлаждающим жидкостям.
Некоторые жидкости опасны для медицинского обслуживания, а в военной и аэрокосмической промышленности требуются прецизионные детали, и их допуски должны быть строгими до +/- 0,0005 мм, чего трудно достичь с помощью традиционной обработки.
Основные различия между ручной обработкой и обработкой с ЧПУ заключаются во временных требованиях. Поскольку процесс обработки с ЧПУ автоматизирован, можно одновременно управлять несколькими обрабатывающими станками. Ручные процессы требуют обученного рабочего, который может управлять каждой машиной.
Детали, обработанные на станках с ЧПУ, позволяют выполнять операции быстрее и снизить затраты. Тем не менее, как механическая, так и ручная обработка имеют явные преимущества.
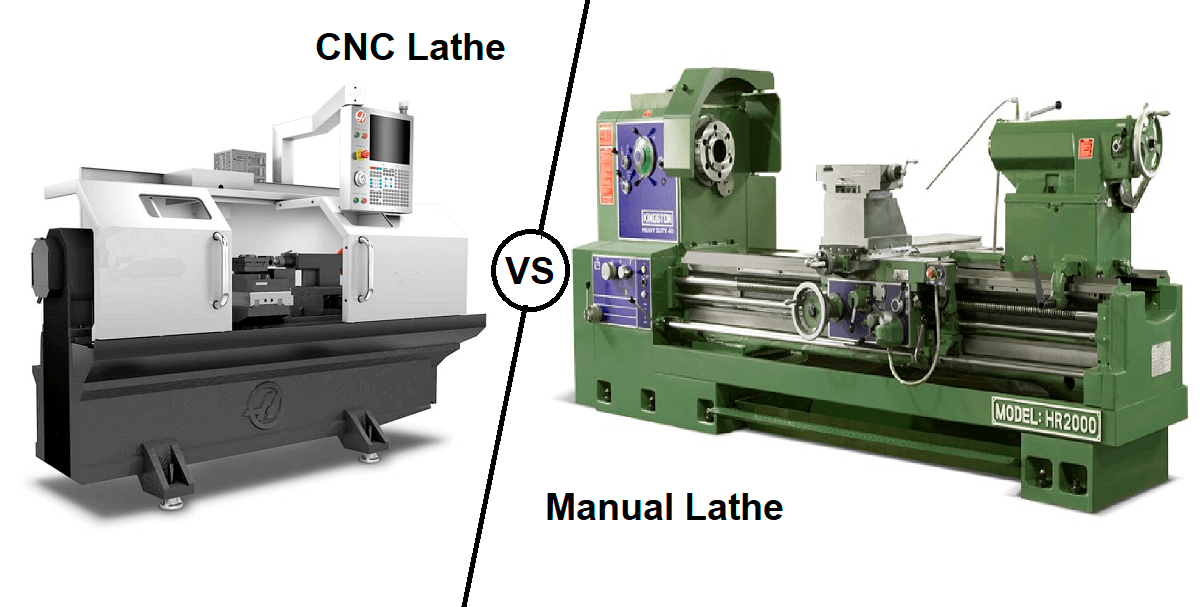
При использовании в тандеме с передовым программным обеспечением для проектирования станки с ЧПУ создают результаты, которые невозможно воспроизвести на станках с ручным управлением. Даже самые одаренные инженеры не могут использовать обычные станки вплоть до уровня станков с ЧПУ из-за передового программного обеспечения, которое они используют. Эти машины могут производить любой необходимый размер, форму или текстуру.
Станки с ЧПУ создают результаты, которые не могут быть воспроизведены на станках с ручным управлением при использовании в тандеме с передовым программным обеспечением для проектирования. Машины могут производить различные размеры, текстуры и формы.
Станки с ЧПУ последовательно выполняют желаемые объемы и обеспечивают гибкую масштабируемость после ввода параметров конструкции и спецификаций.
Станки с ЧПУ обеспечивают быстрые результаты, упрощая выполнение высоких требований. Они работают днем и ночью.

После того, как станок с ЧПУ настроен перед обработкой, программа вводится и запускается, и станок может автоматически и непрерывно обрабатывать до завершения обработки.
Оператор должен только вводить программу, редактировать, загружать и выгружать детали, готовить инструмент, наблюдать за состоянием обработки, проверять детали и т. д.
Интенсивность труда значительно снижается, а труд станочника тяготеет к интеллектуальному труду. Кроме того, станки, как правило, комбинированные, что является чистым и безопасным.
Используя обработку современных станков с ЧПУ для управления производством, время обработки можно точно оценить заранее, используемые инструменты и приспособления можно стандартизировать, модернизировать управление и легко достичь стандартизации обработки информации.
Он был интегрирован с автоматизированным проектированием и производством (CAD/CAM), органично сочетается и является основой современной интегрированной производственной технологии.
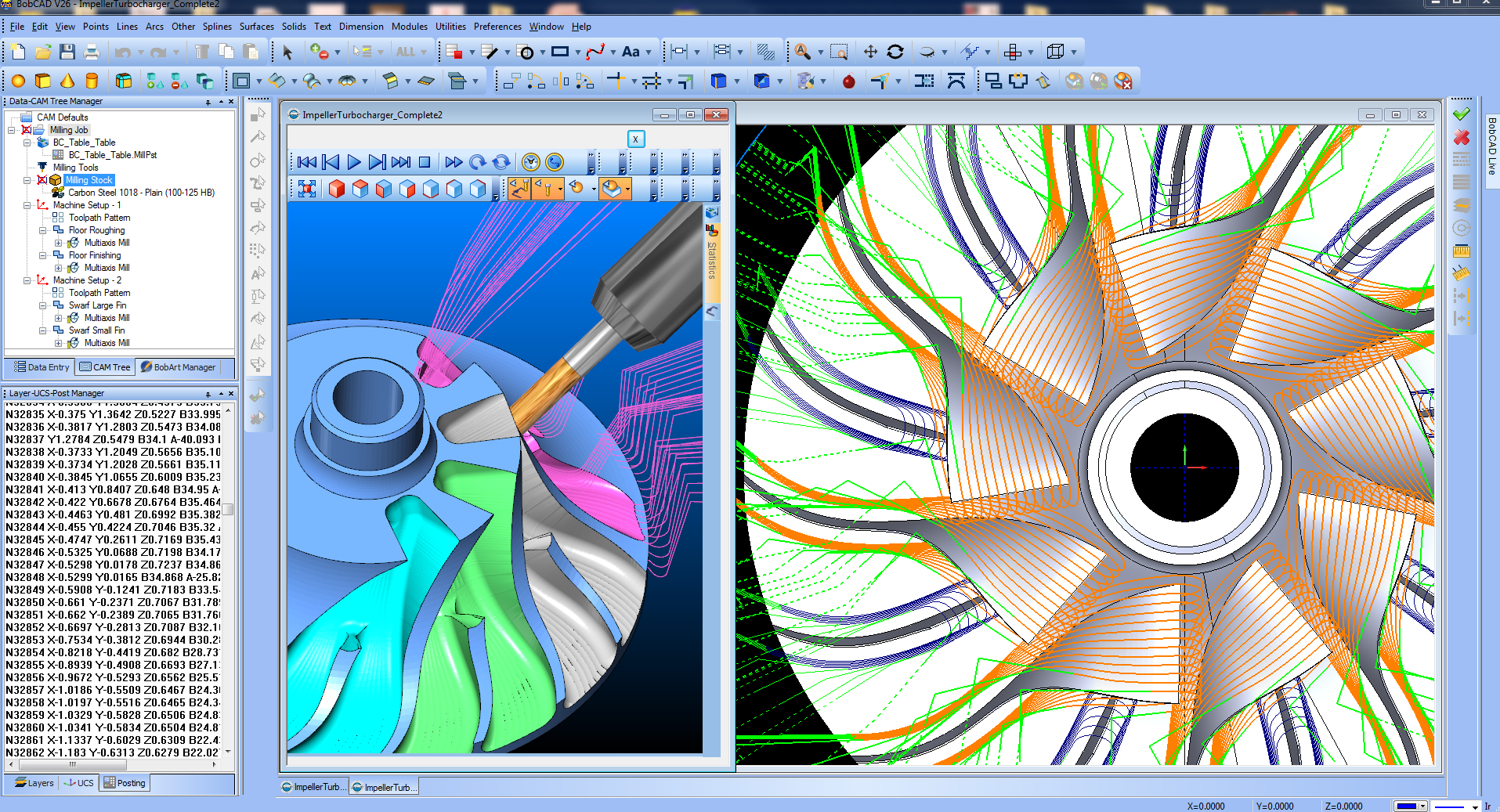
Традиционные затраты на механическую обработку минимальны и могут использоваться для небольших партий проектов. Станки с ЧПУ используются для массового производства, но могут быть невыгодны для сравнительно небольших проектов.
Для автоматизации обработки с ЧПУ требуется цифровой файл с вырезанной инструкцией по эксплуатации. Таким образом, процессы производства станков с ЧПУ требуют множества инструментов, инженеров и операторов для разработки цифровых инструментов для взаимодействия со станками с ЧПУ.
Этой машиной можно легко управлять с помощью цифровых инструкций, а проектирование начинается с компьютерного программного обеспечения (САПР). Сгенерированная компьютером трехмерная модель определяет размеры, необходимые для конечной детали.
Поскольку CADCAM входит в состав нескольких программ, это позволяет продолжать производство аналогичных программ.
Тел. : +86-592-6682467
WhatsApp : +86-18359729483
Электронная почта : info@cncyangsen.com
Адрес : No. 586-590 Shanbian Rd. Dongfu Industrial Zone Haicang Dist, Xiamen, Fujian Province, China 361027
ГОРЯЧИЕ ТЕГИ :
горизонтальный обрабатывающий центр горизонтальный фрезерный станок вертикальный обрабатывающий центр Машина HMC ВМК машина фрезерный станок с ЧПУ© 2024 Ведущий производитель станков с ЧПУ 1 в провинции Фуцзянь Все права защищены.




















